 English
English عربى
عربى Español
Español

Absorber e introducir continuamente excelentes tecnologías basadas en condiciones reales.
 Bomba de agua
Bomba de agua
Expertos en producciónLiderando la revolución verde de las bombas de agua de alta calidad.
Nuestros productos para su negocio
Ver más >>
- Equipos de suministro de agua
- Bombas de diafragma
- Bombas de accionamiento magnético
- Bombas de tubería
- Bombas centrífugo
- Bombas de autoevaluación
- Bombas de tornillo
- Bombas de fuego
- Bombas de aguas residuales
- Juegos de bomba de motor diesel
- Gabinetes de control eléctrico
- Bombas de riego
- Bombas de agua de acuicultura
- Bombas de refuerzo
- Bombas sumergibles
- Bombas de vacío
- Bombas industriales
- Accesorios de bombas
-
 Equipo de suministro de agua de frecuencia de presión de presión constante completa completa
Equipo de suministro de agua de frecuencia de presión de presión constante completa completa
El equipo completo de suministro de agua de frecuencia de presión de presión constante automática...
-
 Conversión de frecuencia automática Constante presión de suministro de agua de fuego de fuego
Conversión de frecuencia automática Constante presión de suministro de agua de fuego de fuego
El equipo de suministro de agua de incendio de presión constante de conversión de frecuencia auto...
-
 Equipo de suministro de agua a presión de aire de lucha contra incendios
Equipo de suministro de agua a presión de aire de lucha contra incendios
El equipo de suministro de agua de presión de aire de lucha contra incendios generalmente consist...
-
 Equipo de suministro de agua a presión no negativo
Equipo de suministro de agua a presión no negativo
El equipo de suministro de agua a presión no negativo es un sistema compuesto por un tanque de pr...
-
 Equipo de suministro de agua de refuerzo de presión no negativo de acero inoxidable
Equipo de suministro de agua de refuerzo de presión no negativo de acero inoxidable
Los métodos tradicionales de suministro de agua dependen en gran medida de los tanques de agua, q...
-
 Equipo de suministro de agua de flujo de flujo estable no negativo
Equipo de suministro de agua de flujo de flujo estable no negativo
Descripción general del producto El equipo de suministro de agua de flujo estacionario no nega...
-
 Equipo inteligente de suministro de agua de frecuencia variable de presión constante
Equipo inteligente de suministro de agua de frecuencia variable de presión constante
El equipo de suministro de agua de frecuencia de presión de presión constante inteligente es un s...
-
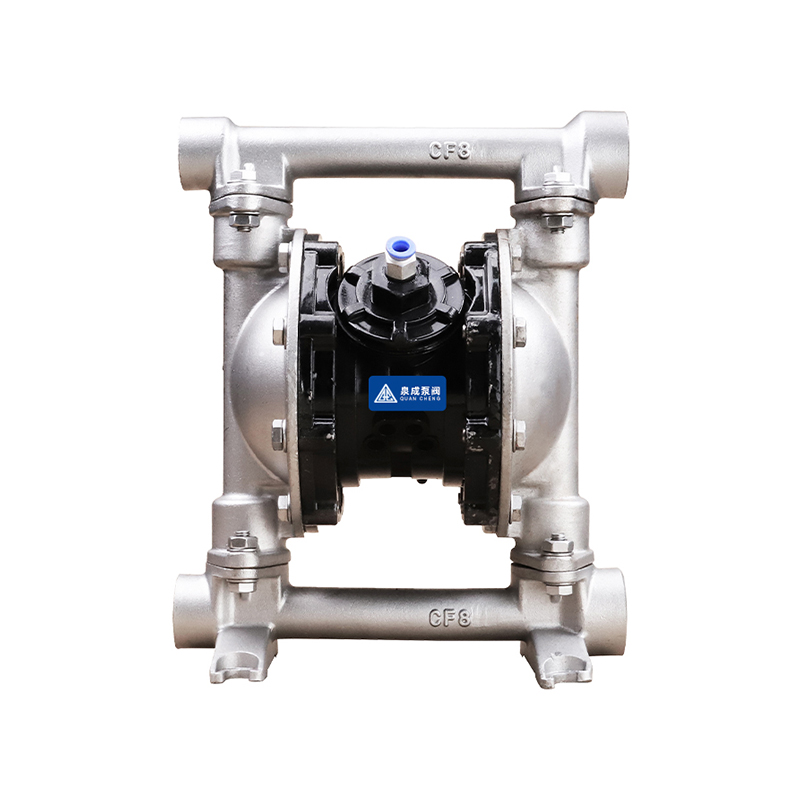
 Bomba de doble diafragma operada por Air Qby
Bomba de doble diafragma operada por Air Qby
La bomba de doble diafragma operada por Air QBY producida por nuestra compañía es un nuevo tipo d...
-
 Bomba de doble diafragma operada por aire de grado alimentario QBK
Bomba de doble diafragma operada por aire de grado alimentario QBK
La bomba de diafragma neumático es un nuevo tipo de maquinaria de transmisión que utiliza aire co...
-
 Bomba de diafragma de acero inoxidable eléctrico DBY
Bomba de diafragma de acero inoxidable eléctrico DBY
La bomba de diafragma de acero inoxidable de DBY Electric es un nuevo tipo de bomba. En los últim...
-
 Bomba de accionamiento magnético de acero inoxidable CQ
Bomba de accionamiento magnético de acero inoxidable CQ
La bomba de accionamiento magnético de acero inoxidable CQ (comúnmente conocido como la bomba mag...
-
 Bomba de accionamiento magnético fluoroplástico CQB-F
Bomba de accionamiento magnético fluoroplástico CQB-F
La bomba de accionamiento magnético fluoroplástico CQB-F es un nuevo tipo de bomba que utiliza lo...
-
 Bomba centrífuga de tracción magnética de acero inoxidable CQB
Bomba centrífuga de tracción magnética de acero inoxidable CQB
La bomba centrífuga de accionamiento magnético de acero inoxidable CQB (también conocida como bom...
-
 Bomba de accionamiento magnético auto-transmitido de ZCQ
Bomba de accionamiento magnético auto-transmitido de ZCQ
La bomba de accionamiento magnético de auto-procedimiento ZCQ reemplaza el sello mecánico con un ...
-
 Bomba centrífuga de accionamiento magnético a alta temperatura CQG
Bomba centrífuga de accionamiento magnético a alta temperatura CQG
En respuesta a las necesidades de modernización de las plantas petroquímicas en China, y para ada...
-
 Bomba de tubería de tipo de blindaje PBG
Bomba de tubería de tipo de blindaje PBG
La bomba de tubería de tipo de blindaje PBG adopta tecnologías avanzadas de diseño y fabricación ...
-
 Bomba de refuerzo vertical de tubería silenciosa
Bomba de refuerzo vertical de tubería silenciosa
La bomba de refuerzo de tubería silenciosa vertical es una bomba centrífuga de una sola etapa, di...
-
 Bomba de múltiples mascaradas vertical de acero inoxidable
Bomba de múltiples mascaradas vertical de acero inoxidable
La bomba de múltiples etapas silenciosa vertical de acero inoxidable es una nueva generación de b...
-
 Bomba de tubería de etapas múltiples verticales GDL
Bomba de tubería de etapas múltiples verticales GDL
La bomba de tuberías de varias etapas verticales GDL es un modelo de bomba recientemente desarrol...
-
 Bomba centrífuga de tubería vertical de succión única ISG
Bomba centrífuga de tubería vertical de succión única ISG
La bomba centrífuga de tubería de succión única ISG es desarrollada por nuestro equipo técnico en...
-
 Bomba centrífuga de tubería vertical ISGB
Bomba centrífuga de tubería vertical ISGB
La Bomba Centrifugal de tuberías verticales ISGB Easy-Disassemble es un producto innovador y avan...
-
 Bomba centrífuga horizontal
Bomba centrífuga horizontal
-
 Bomba centrífuga de baja velocidad ISGD
Bomba centrífuga de baja velocidad ISGD
La bomba centrífuga de baja velocidad ISGD está diseñada y fabricada en base a la bomba centrífug...
-
 Bomba centrífuga de alta velocidad de alta eficiencia ISWD de alta eficiencia
Bomba centrífuga de alta velocidad de alta eficiencia ISWD de alta eficiencia
La bomba centrífuga de baja velocidad de alta eficiencia ISWD se desarrolla en base a la bomba ce...
-
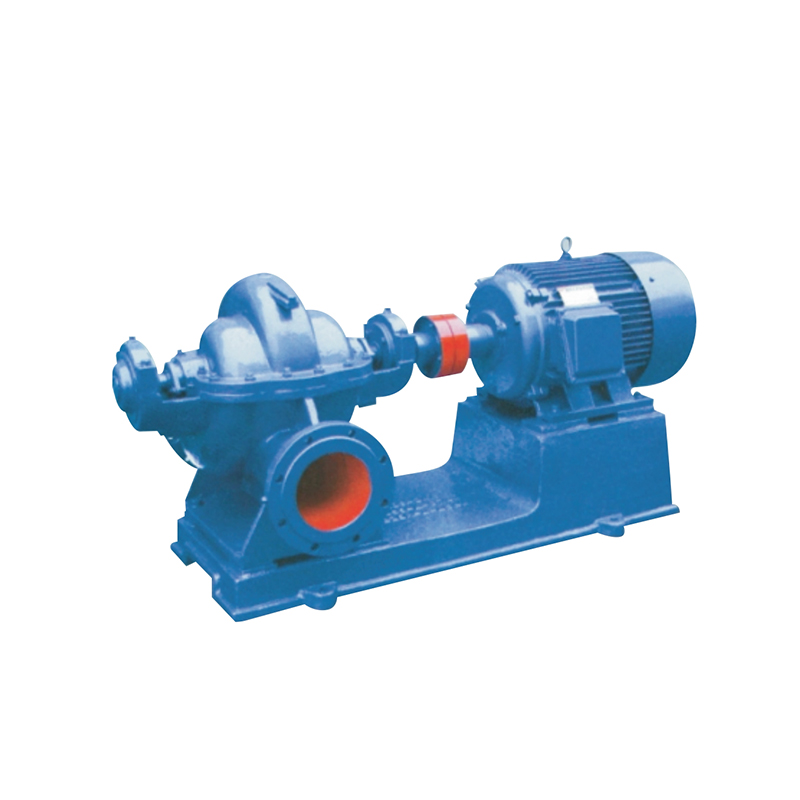 Bomba centrífuga de doble succión de una sola etapa s/sh
Bomba centrífuga de doble succión de una sola etapa s/sh
El S-Type es una nueva bomba centrífuga horizontal de doble subproducción horizontal que ahorra e...
-
 Bomba de agua centrífuga vertical de múltiples etapas DL/DLR
Bomba de agua centrífuga vertical de múltiples etapas DL/DLR
La bomba centrífuga vertical DL/DLR Multipálstes es una mejora de diseño y fabricación optimizada...
-
 Bomba centrífuga de etapas múltiples horizontales TSWA
Bomba centrífuga de etapas múltiples horizontales TSWA
Las bombas centrífugas de etapas múltiples horizontales TSWA son productos que ahorran energía de...
-
 Bomba centrífuga vertical de múltiples etapas verticales CDL/CDLF
Bomba centrífuga vertical de múltiples etapas verticales CDL/CDLF
El CDL/CDLF es un tipo de bomba centrífuga vertical, no aislante, de varias etapas, impulsada por...
-
 Bomba centrífuga de múltiples etapas de acero inoxidable de acero inoxidable horizontal
Bomba centrífuga de múltiples etapas de acero inoxidable de acero inoxidable horizontal
La bomba centrífuga de múltiples etapas de acero inoxidable horizontal CHL está equipada con un m...
-
 Bomba centrífuga horizontal de luz múltiple de luz segmentaria CHDF
Bomba centrífuga horizontal de luz múltiple de luz segmentaria CHDF
La bomba centrífuga de múltiples etapas horizontales de luz segmentaria CHDF está equipada con un...
-
 Bomba de agua centrífuga de autoprimida zx
Bomba de agua centrífuga de autoprimida zx
La bomba de agua de auto-procedimiento ZX es un tipo de bomba centrífuga de autoprimido. Cuenta c...
-
 ZXL Bomba centrífuga de autoconación conectada directamente
ZXL Bomba centrífuga de autoconación conectada directamente
El sistema de bomba centrífuga de auto-procedencia directa ZXL es un nuevo producto desarrollado ...
-
 Bomba de agua de aguas residuales sin zarcera de ZW
Bomba de agua de aguas residuales sin zarcera de ZW
La bomba de aguas residual no atravesada de ZW, también conocida como bomba o bomba de basura sól...
-
Bomba de aguas residual de autocuidado con conexión directa ZWL Direct
La bomba de aguas residual de autocuidado con conexión directa con ZWL integra la descarga de agu...
-
 Bomba de transferencia de aceite centrífugo de autocuración Cyz-A
Bomba de transferencia de aceite centrífugo de autocuración Cyz-A
La bomba de transferencia de petróleo centrífugo de auto-cyz-A es un producto de bomba recienteme...
-
Cyzl-una bomba de aceite centrífugo autoconectada directa
La bomba de petróleo centrífugo autocontrolada directa de CYZL-A es nuestro último producto de bo...
-
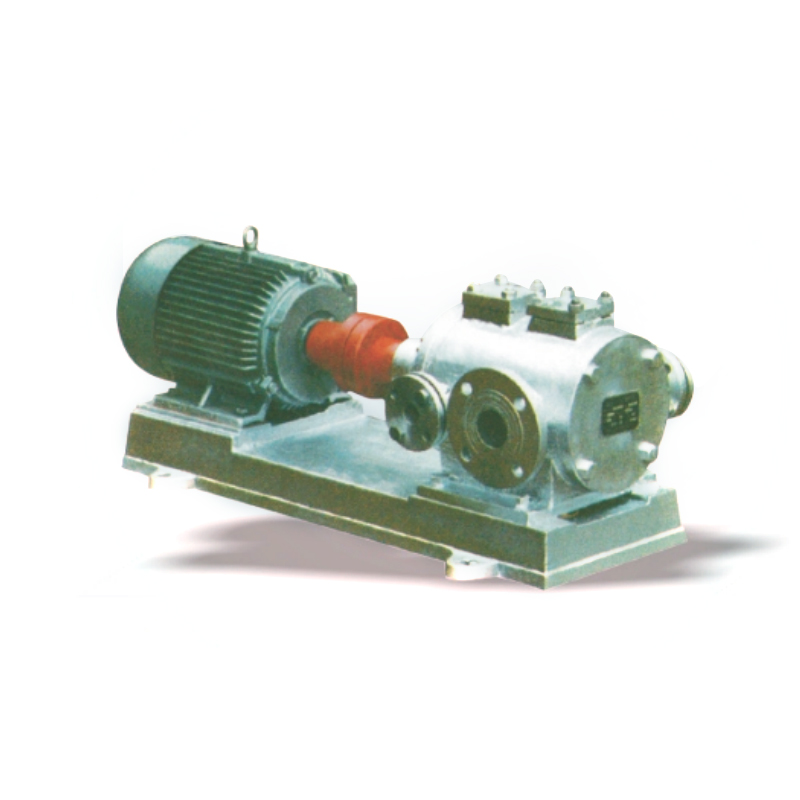 Bomba de tres tornillos LQG (bomba de betún de preservación de calor)
Bomba de tres tornillos LQG (bomba de betún de preservación de calor)
La bomba de tres tornillos LQG (bomba de betún de preservación de calor), también conocida como l...
-
 Bomba de tornillo de lechada de espesor I-1B
Bomba de tornillo de lechada de espesor I-1B
La bomba de tornillo de suspensión de gruesa I-1B es una bomba de desplazamiento positivo de un s...
-
 G Bomba de tornillo único de acero inoxidable
G Bomba de tornillo único de acero inoxidable
La bomba de un solo tornillo de acero inoxidable G es una bomba recientemente diseñada basada en ...
-
 Bomba de lucha contra incendios vertical XBD-L
Bomba de lucha contra incendios vertical XBD-L
La bomba de lucha contra incendios vertical XBD-L es una bomba centrífuga múltiple de una sola su...
-
 Bomba de incendio de múltiples etapas XBD-W
Bomba de incendio de múltiples etapas XBD-W
La bomba de incendio de varias etapas horizontales XBD-W es un producto de serie de eficiencia en...
-
 XBD- (I) Bomba de tubería de bomba de fuego vertical
XBD- (I) Bomba de tubería de bomba de fuego vertical
La bomba de tubería de bomba de fuego vertical XBD- (I) es un producto de próxima generación desa...
-
 Bomba de fuego vertical de una sola etapa XBD-ISG
Bomba de fuego vertical de una sola etapa XBD-ISG
La bomba de fuego vertical de una sola etapa XBD-ISG está diseñada para transportar agua limpia s...
-
 Bomba de lucha horizontal de Fire de XBD-ISW
Bomba de lucha horizontal de Fire de XBD-ISW
La bomba de combate de incendios múltiples de una sola etapa XBD-ISW está diseñada para transport...
-
 Bomba de tangente de presión constante de fuego vertical XBD-HL
Bomba de tangente de presión constante de fuego vertical XBD-HL
La bomba tangente de presión constante de fuego vertical XBD-HL (vertical) es un producto avanzad...
-
 Bomba de aguas residual semi-summersible vertical YW
Bomba de aguas residual semi-summersible vertical YW
La serie de aguas residuales semi-sumergibles verticales de la serie YW es una nueva generación d...
-
 Bomba de aguas residual vertical LW (WL) sin adornos
Bomba de aguas residual vertical LW (WL) sin adornos
La bomba de aguas residual vertical de LW no atenuada es un producto de bomba de próxima generaci...
-
 GW Bomba de aguas residual de carpetas GW de manera eficiente
GW Bomba de aguas residual de carpetas GW de manera eficiente
La bomba de aguas residual sin ondas GW de manera eficiente es una nueva generación de productos ...
-
 Bomba de aguas residual de mezcla automática de jywq
Bomba de aguas residual de mezcla automática de jywq
La bomba de aguas residual de mezcla automática de la serie JYWQ es una versión avanzada de la bo...
-
 Bomba de aguas residual automática JPWQ con chaqueta de acero inoxidable
Bomba de aguas residual automática JPWQ con chaqueta de acero inoxidable
La bomba de alcantarillado automático de la serie JPWQ es una versión mejorada de la bomba de alc...
-
 Bomba de aguas residual centrífugo resistente a la corrosión PWF
Bomba de aguas residual centrífugo resistente a la corrosión PWF
La bomba de aguas residual centrífugo resistente a la corrosión PWF está diseñada para transporta...
-
 XBC-ZX Unidad de bomba de fuego del motor diesel horizontal
XBC-ZX Unidad de bomba de fuego del motor diesel horizontal
La unidad de bomba de fuego diesel del motor diesel XBC-ZX es un nuevo tipo de equipo de ejecució...
-
 Juego de bomba de fuego de motor diesel XBC-TSWA
Juego de bomba de fuego de motor diesel XBC-TSWA
El conjunto de bombas de incendio del motor diesel XBC-TSWA, como un equipo fijo de extinción de ...
-
 Unidad de bomba de lucha contra incendios de motor diesel XBC-SOW
Unidad de bomba de lucha contra incendios de motor diesel XBC-SOW
La unidad de bomba de lucha contra incendios del motor diesel XBC-Sow es reconocida por su alto c...
-
 Gabinete de control de descompresión de inicio de autoapoplamiento JJ1
Gabinete de control de descompresión de inicio de autoapoplamiento JJ1
El gabinete de control de descompresión de inicio de inicio del inicio de la serie JJ1 está diseñ...
-
 Gabinete de control de la bomba de agua QZD
Gabinete de control de la bomba de agua QZD
El gabinete de control de la bomba de agua QZD producido por nuestra empresa es un innovador disp...
-
 Gabinete de control de velocidad de conversión de frecuencia
Gabinete de control de velocidad de conversión de frecuencia
El gabinete de control de velocidad de conversión de frecuencia está diseñado para una regulación...
-
 Gabinete de control de descompresión de inicio de transformador automático
Gabinete de control de descompresión de inicio de transformador automático
El gabinete de control de descompresión inicial automático de transformador es un dispositivo de ...
-
 Bomba eléctrica de acero inoxidable de acero inoxidable QJ
Bomba eléctrica de acero inoxidable de acero inoxidable QJ
La bomba eléctrica de acero inoxidable de acero inoxidable QJ es un dispositivo de elevación de a...
-
 QS Bomba sumergible llena de agua pequeña
QS Bomba sumergible llena de agua pequeña
La pequeña bomba sumergible llena de agua QS (denominada bomba sumergible) es un dispositivo inte...
-
 ZX (ZXL)/ZW (ZWL) SOLTURA DE BOMBA CENTRIGAL
ZX (ZXL)/ZW (ZWL) SOLTURA DE BOMBA CENTRIGAL
Las bombas centrífugas de autoprimación ZX (ZXL)/ZW (ZWL) son productos de eficiencia energética ...
-
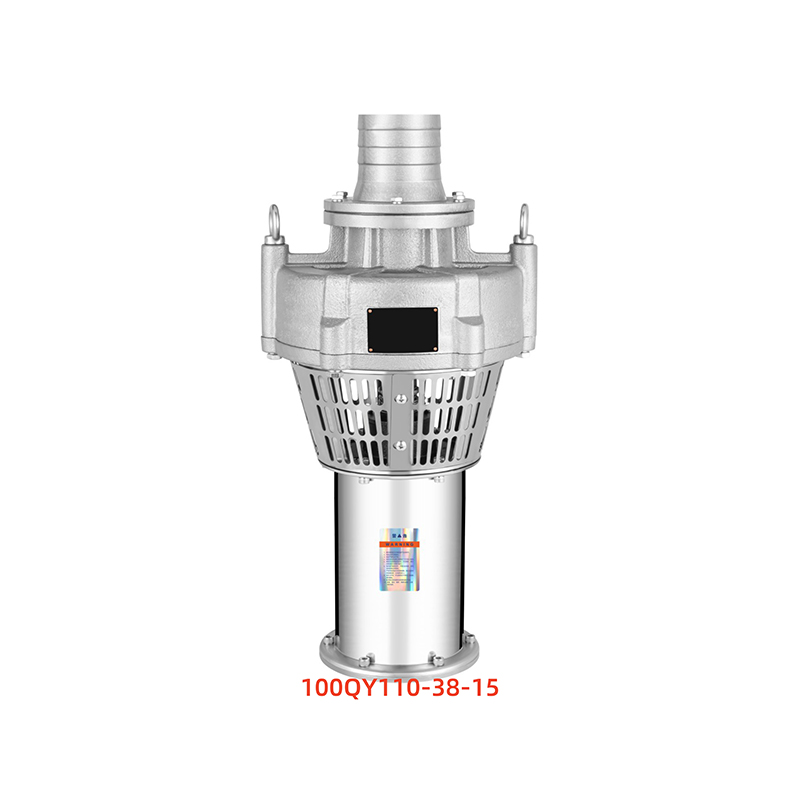 Bomba eléctrica sumergible llena de aceite de QY
Bomba eléctrica sumergible llena de aceite de QY
La bomba eléctrica sumergible llena de aceite QY (denominada bomba sumergible) es un equipo de dr...
-
 Bomba sumergible resistente a la corrosión alta en polímero WQF
Bomba sumergible resistente a la corrosión alta en polímero WQF
La bomba sumergible resistente a la corrosión de alto polímero WQF es un producto especializado d...
-
 SG Bomba de refuerzo de tubería vertical
SG Bomba de refuerzo de tubería vertical
Las bombas de refuerzo de tuberías verticales SG están diseñadas para abordar la baja presión de ...
-
 Bomba de circulación de tubería vertical TD
Bomba de circulación de tubería vertical TD
La bomba de circulación de tubería vertical TD es una bomba centrífuga de una sola etapa que adop...
-
 Bomba centrífuga horizontal de acero inoxidable ZS
Bomba centrífuga horizontal de acero inoxidable ZS
La bomba centrífuga horizontal de acero inoxidable de acero inoxidable ZS se realiza utilizando p...
-
 Bomba especializada de torre de enfriamiento horizontal CWT (WLT)
Bomba especializada de torre de enfriamiento horizontal CWT (WLT)
La bomba especializada de la torre de enfriamiento horizontal CWT (WLT) es una bomba de alto fluj...
-
 LLT Bomba de tubería de torre de enfriamiento vertical
LLT Bomba de tubería de torre de enfriamiento vertical
La bomba de tubería de la torre de enfriamiento vertical Thellt es una gran bomba de flujo, con l...
-
 Bomba de aguas residual sumergible no atacada WQ
Bomba de aguas residual sumergible no atacada WQ
La bomba de aguas residual sumergible que no se puede marcar WQ se utiliza principalmente en inge...
-
 Como bomba de aguas residuales sumergibles de tipo AV sin cepillo
Como bomba de aguas residuales sumergibles de tipo AV sin cepillo
La bomba de aguas residual sumergible de tipo AS de tipo AS de la serie adopta tecnología avanzad...
-
 Bomba de aguas residual sumergible para cortar la correa WQK/QG
Bomba de aguas residual sumergible para cortar la correa WQK/QG
La bomba de alcantarillado sumergible de la correa WQK/QG presenta una capacidad excepcional de d...
-
 Bomba de aguas residual sumergible WQX con dispositivo de corte
Bomba de aguas residual sumergible WQX con dispositivo de corte
La bomba de aguas residuales sumergibles de la serie WQX se utiliza principalmente para drenar la...
-
 Bomba de aguas residual eléctrica de cuchilla de corte WQD
Bomba de aguas residual eléctrica de cuchilla de corte WQD
La bomba de aguas residual sumergible eléctrica WQD Cutting Blade es un nuevo tipo de equipo de a...
-
Bomba de aguas residual sumergible sin adornos de QW
La serie de aguas residuales sumergibles de la serie QW es una nueva generación de productos de b...
-
 Bomba de aguas residual sumergible acoplada automáticamente WQ
Bomba de aguas residual sumergible acoplada automáticamente WQ
La bomba de aguas residual sumergible acoplada automática WQ es una bomba avanzada de próxima gen...
-
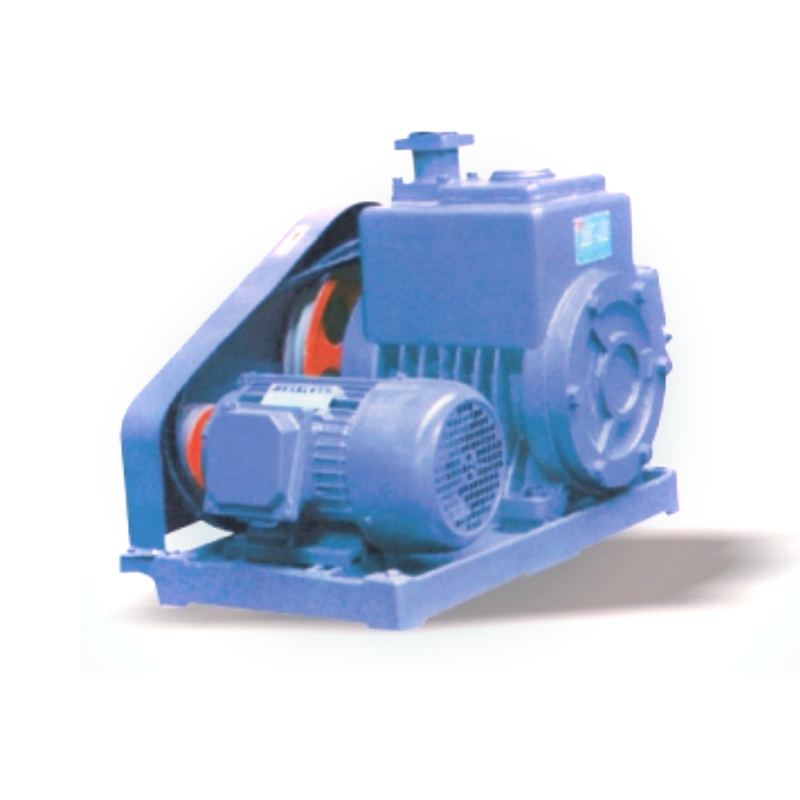 Bomba de vacío rotativa de dos etapas de dos etapas
Bomba de vacío rotativa de dos etapas de dos etapas
La bomba de vacío rotativa de dos etapas de dos etapas presenta una estructura de dos etapas. Su ...
-
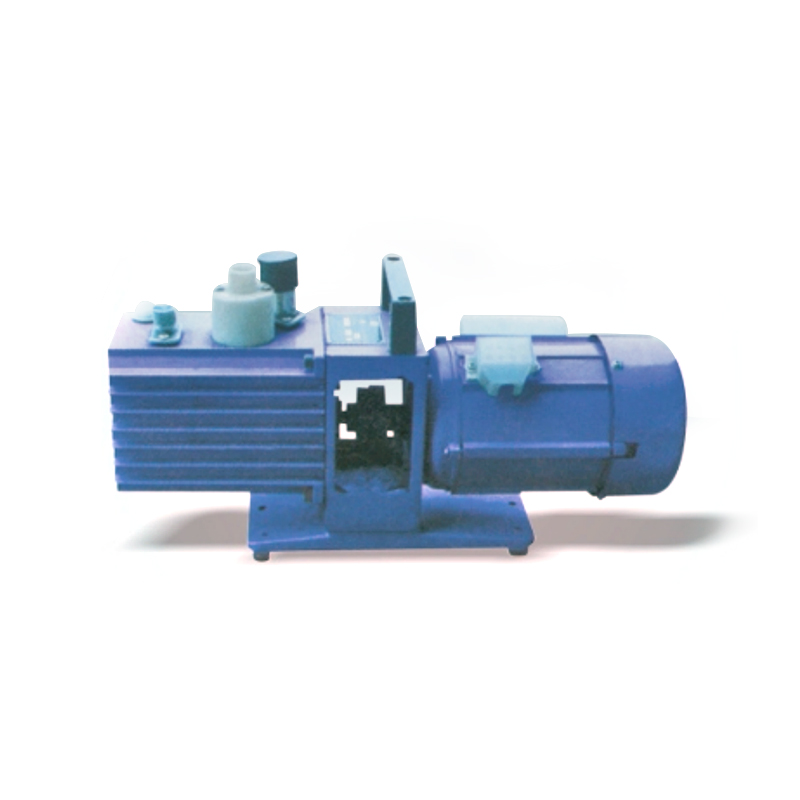 Bomba de vacío de paleta giratoria de tracción directa de dos etapas de dos etapas
Bomba de vacío de paleta giratoria de tracción directa de dos etapas de dos etapas
La bomba de vacío 2XZ presenta una estructura de tracción directa de dos etapas, con su rendimien...
-
 Bomba de aspiración con anillo de agua SK
Bomba de aspiración con anillo de agua SK
Las bombas y compresores de vacío de anillo de agua SK están diseñadas para extraer o comprimir e...
-
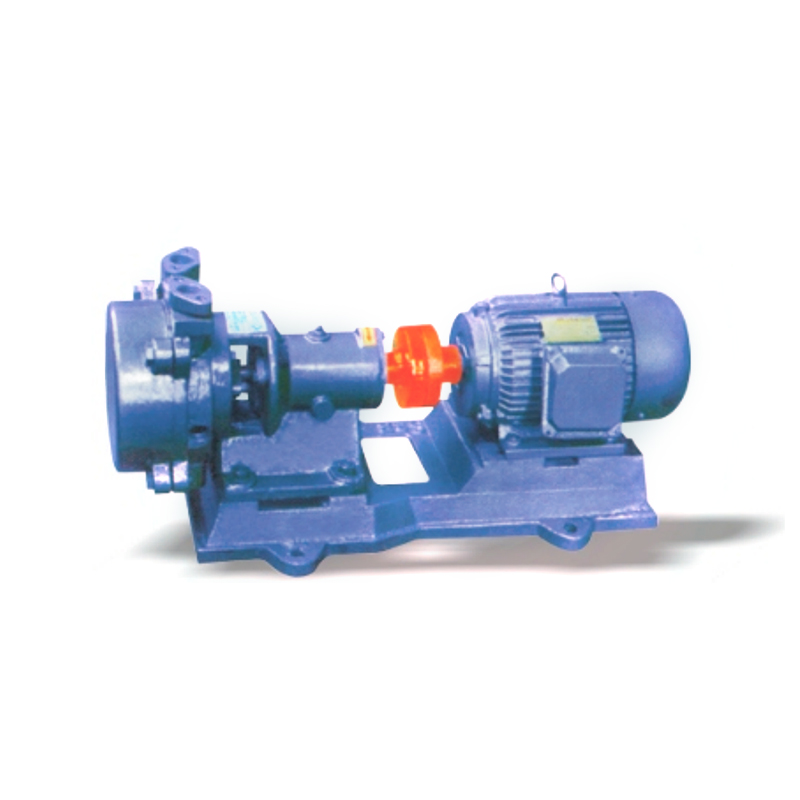 Bomba de aspiración de anillo de agua SZB en voladizo
Bomba de aspiración de anillo de agua SZB en voladizo
La bomba de vacío de la serie SZB es una bomba de vacío de anillo líquido en voladizo diseñada pa...
-
 SZ Bomba de vacío de anillo de agua de una sola etapa
SZ Bomba de vacío de anillo de agua de una sola etapa
Las bombas y compresores de aspiración de agua de una sola etapa SZ están diseñadas para bombear ...
-
 W -WAPE Bomba de vacío de eyector de agua
W -WAPE Bomba de vacío de eyector de agua
La bomba de vacío de eyector de agua de tipo W es un dispositivo mecánico que combina tres funcio...
-
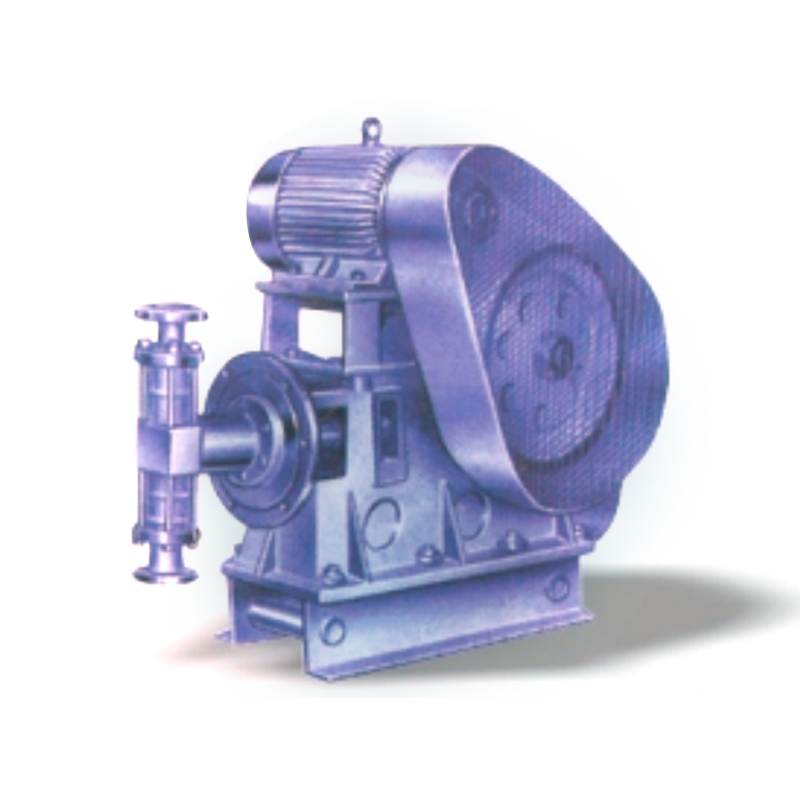
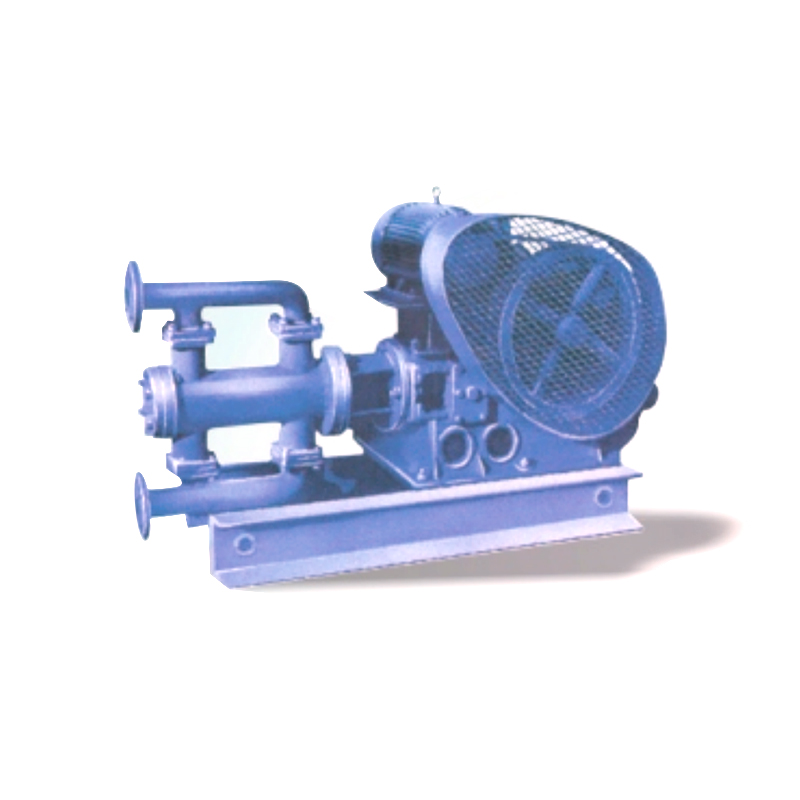 Bomba de reciprocación eléctrica de WB
Bomba de reciprocación eléctrica de WB
La bomba de reciprocación eléctrica WB está disponible en dos opciones de material para su secció...
-
 Bomba reciprocada eléctrica a alta temperatura de WBR a alta temperatura
Bomba reciprocada eléctrica a alta temperatura de WBR a alta temperatura
La serie de bombas reciprocadas eléctricas de alta temperatura de WBR está diseñada y fabricada e...
-
 Bomba de circulación de aceite caliente conductora de calor de Lqry
Bomba de circulación de aceite caliente conductora de calor de Lqry
La bomba de circulación de aceite caliente conductor de calor de LQRY se desarrolla incorporando ...
-
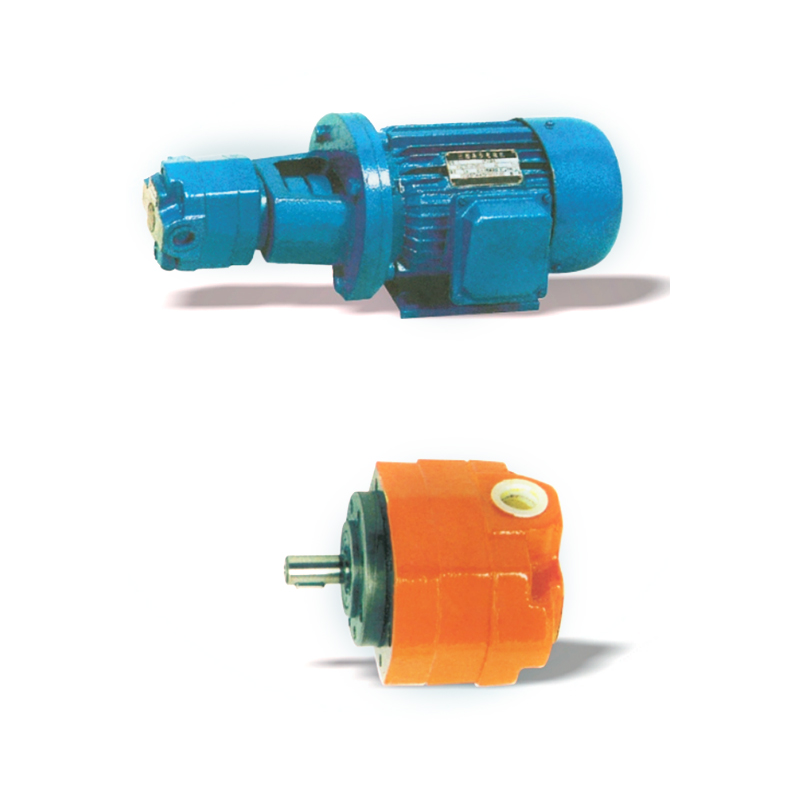 BBG Bomba de engranaje cicloide del embrague interno con accionamiento del motor
BBG Bomba de engranaje cicloide del embrague interno con accionamiento del motor
La bomba de engranaje cicloide del embrague interno BBG con la unidad del motor es una bomba de e...
-
 Bomba de transferencia de aceite de micro engranaje portátil WCB
Bomba de transferencia de aceite de micro engranaje portátil WCB
La bomba de transferencia de aceite de micro engranaje portátil WCB está diseñada para transferir...
-
 Bomba de aceite de engranajes a baja presión CB-B (S)
Bomba de aceite de engranajes a baja presión CB-B (S)
La bomba de aceite de engranajes de baja presión CB-B (S) es un dispositivo que convierte la sali...
-
 Bomba de aceite de engranaje eléctrico marino KCB
Bomba de aceite de engranaje eléctrico marino KCB
La bomba de aceite de engranaje eléctrico marino KCB es adecuada para transportar varios líquidos...
-
 Bomba de transferencia de aceite de engranaje de alta presión de 2 cy
Bomba de transferencia de aceite de engranaje de alta presión de 2 cy
La bomba de transferencia de aceite de engranaje de alta presión de 2 cy es un producto tradicion...
-
 XWJ Nueva bomba de pulpa de papel sin adornos
XWJ Nueva bomba de pulpa de papel sin adornos
La nueva bomba de pulpa de papel no abarrotante XWJ es una nueva bomba de pulpa de bajo consumo d...
-
 Piezas de repuesto del kit de reparación de bombas de múltiples etapas CDL/F
Piezas de repuesto del kit de reparación de bombas de múltiples etapas CDL/F
Nuestras piezas de repuesto de reparación de bombas de múltiples etapas CDL/F son esenciales para...
-
 Piezas de repuesto de bomba centrífuga CDL/F Multualgas
Piezas de repuesto de bomba centrífuga CDL/F Multualgas
Las piezas de repuesto para las bombas centrífugas multama etapas CDL/F incluyen sellos mecánicos...
Ventajas de Chuangken
Liderando la innovación de la tecnología de fluidos, estamos orgullosos de lanzar una nueva generación de soluciones de bomba de agua. No solo tiene excelentes capacidades de suministro de flujo de agua y logra un control de flujo preciso, sino que también logra un salto hito en la eficiencia energética y la protección del medio ambiente.
-
/ 01 Experiencia/ 02 Calidad
El departamento de inspección de calidad monitorea estrictamente cada enlace de producción y la tasa de inspección de fábrica es del 100%.
Escenario de la aplicación
Nuestros productos son su solución ideal.
-
Jardín
El riego eficiente se logra bombeando agua de las fuentes de agua para garantizar el crecimiento de las plantas.
-
Granjas
Utilizado para la circulación del agua, la oxigenación y el suministro de alimentos. La bomba de agua se usa para circular y filtrar el agua en el estanque de reproducción para mantener limpia el agua.
-
Plantas de tratamiento de aguas residuales
La industria de la bomba juega un papel clave en las plantas de tratamiento de aguas residuales, utilizadas principalmente para el levantamiento, el transporte y la circulación de aguas residuales.
-
Fuente
El agua se bombea desde un depósito o sistema de circulación y se presuriza para crear una variedad de efectos de agua fuente, como fuentes, atomización o cortinas de agua.
-
Piscina
El agua de la piscina se bombea y transporta al sistema de filtración para eliminar las impurezas y contaminantes para garantizar la calidad del agua limpia.
Zhejiang Chuangken Fluid Co., Ltd.
Ver sobre Chuangken >>
 Reproducir video completo
Reproducir video completo
Perfil de la empresa
Ver Acerca de ChuangKen >>

-
0 m²
Área de fábrica
-
0 +
Experiencia de la industria
Zhejiang Chuangken Fluid Co., Ltd. es una empresa innovativa de tecnología que combina la investigación y el desarrollo con la producción, especializada en la producción de bombas de varias etapas, bombas centrífugas, bombas de incendios, bombas de aguas residuales, conjuntos completos de equipos de suministro de agua, gabinetes de control, etc. Tiene una larga historia de producción, excelente personal técnico, equipos de producción superb y métodos de prueba perfectos.
Noticias recientes
Aprenda sobre nuestra información de exhibición de la industria y eventos recientes en nuestra empresa.
-
Introducción a las fábricas de bombas con motor diésel Fábricas de bombas con motor diésel. se centra en la producción de bombas propulsadas por motores diésel para diversas aplicaciones, como riego, extinción de incendios, suministro de agua municipal y procesos industriales. Los motores diésel ofrecen energía confiable donde la electricidad puede no ser accesible o donde se requiere alta movilidad. Una fábrica suele gestionar todo el proceso de producción, desde el montaje del motor hasta las pruebas finales de la bomba. Las bombas con motor diésel incluyen configuraciones centrífugas, autocebantes o multietapas. Cada bomba se combina con un motor para garantizar el par, la velocidad y el caudal adecuados. Las fábricas dan prioridad a la precisión en el montaje y la calibración para ofrecer bombas que funcionen de manera eficiente en diversas condiciones. Las fábricas pueden atender a los mercados nacionales e internacionales, ajustando las especificaciones para cumplir con los requisitos regionales. El cumplimiento de los estándares técnicos garantiza la coherencia del rendimiento y los diseños modulares permiten la personalización para diferentes tareas. Las bombas con motor diésel se valoran por su durabilidad, su capacidad para funcionar en ubicaciones remotas y su independencia de la red eléctrica. Procesos de producción y montaje El proceso de producción comienza con el montaje del motor. Componentes como pistones, cilindros, inyectores de combustible y sistemas de refrigeración se instalan y prueban individualmente. Luego, los motores se combinan con unidades de bomba, que pueden incluir impulsores, carcasas, ejes y cojinetes. La alineación precisa es fundamental para minimizar la vibración y garantizar la confiabilidad a largo plazo. Las bombas suelen montarse por etapas. El montaje inicial se centra en la interfaz motor-bomba, seguido de la instalación de mecanismos de control y carcasas protectoras. Las fábricas utilizan plantillas y herramientas especializadas para mantener la coherencia entre las unidades. Después del montaje, cada bomba se somete a pruebas preliminares para verificar el funcionamiento básico antes de los controles de calidad finales. Las características de seguridad están integradas durante el montaje. Se instalan protectores del motor, válvulas de alivio de presión y soportes amortiguadores de vibraciones para proteger a los operadores y al equipo. Las fábricas también pueden incluir opciones adicionales, como depósitos de combustible, insonorizaciones o bastidores de transporte, según las necesidades del cliente. Pruebas y garantía de calidad Las pruebas son una etapa crucial en la producción de bombas para motores diésel. Las fábricas operan bombas en condiciones controladas para medir el caudal, la presión, el consumo de combustible y la respuesta del motor. Cualquier discrepancia se aborda antes del envío, lo que garantiza que las unidades cumplan con las expectativas de rendimiento. Las pruebas de carga simulan condiciones del mundo real, como funcionamiento continuo, suministro de alta presión o caudales variables. Las fábricas monitorean la temperatura, la vibración y los parámetros del motor durante estas pruebas. Las unidades que aprueban están marcadas con certificados o documentación de desempeño, lo que brinda seguridad a los clientes. Los controles de calidad rutinarios van más allá de las bombas individuales. Las fábricas monitorean la eficiencia de la línea de producción, la consistencia del ensamblaje y la calidad del material. El personal está capacitado para detectar problemas sutiles en los componentes del motor o de la bomba que podrían afectar el funcionamiento a largo plazo. Esta atención al detalle mantiene la confiabilidad y la seguridad operativa en todas las unidades fabricadas. Aplicaciones y consideraciones prácticas Las bombas con motor diésel fabricadas en fábricas se utilizan en una amplia gama de aplicaciones. El riego agrícola suele requerir unidades móviles e independientes que puedan llegar a campos remotos. Las bombas contra incendios deben suministrar agua a alta presión de forma rápida y fiable. Las plantas industriales pueden utilizar bombas para hacer circular agua de proceso o para operaciones de emergencia. Las consideraciones prácticas incluyen el tipo de combustible, la eficiencia del motor y la portabilidad. Los operadores eligen las bombas según el flujo requerido, la altura de succión y el entorno operativo. Las fábricas suelen ofrecer orientación u opciones de personalización para satisfacer necesidades específicas, garantizando que la bomba funcione de manera confiable en diversas condiciones. Se proporcionan recomendaciones de mantenimiento para prolongar la vida útil. Las revisiones periódicas del sistema de combustible, el reemplazo del aceite del motor y la inspección de los cojinetes de la bomba son procedimientos estándar. Las fábricas también pueden suministrar repuestos y manuales, lo que ayuda a los usuarios a mantener el rendimiento sin interrupciones. Bombas con motor diésel ofrecen flexibilidad, movilidad y operación confiable en áreas donde las alternativas eléctricas no son prácticas.
13 -
Comprensión de las unidades de suministro de agua a presión constante y frecuencia variable Unidades de suministro de agua de presión constante de frecuencia variable (VFCP) están diseñados para mantener una presión de agua constante mientras ajustan la velocidad de la bomba según la demanda. A diferencia de los sistemas tradicionales que operan a velocidades fijas, estas unidades detectan el flujo de agua y los cambios de presión en tiempo real, realizando ajustes continuos. Esto garantiza una presión constante en edificios residenciales, comerciales o industriales sin caídas ni sobretensiones abruptas. El principio básico implica un variador de frecuencia (VFD) que controla el motor de la bomba. El VFD altera la velocidad de rotación del motor en función de las señales de los sensores de presión. Esta adaptabilidad permite que el sistema ajuste la producción de agua a la demanda real, reduciendo el consumo de energía y el desgaste mecánico. Los edificios con un uso fluctuante del agua, como hoteles o complejos de oficinas, se benefician de este equilibrio entre suministro y eficiencia. Estas unidades suelen incluir varias bombas que funcionan en paralelo. Cuando la demanda es baja, algunas bombas pueden funcionar a velocidades reducidas o permanecer inactivas. Durante el uso máximo, bombas adicionales se activan sin problemas, lo que garantiza una presión constante en todas las salidas. Esta flexibilidad es una característica clave que distingue a las unidades VFCP de los sistemas de bombeo convencionales. Componentes y configuración Una unidad de suministro de agua VFCP típica incluye una bomba, un motor, un controlador VFD, sensores de presión y un panel de control. Las bombas pueden ser verticales, horizontales o multietapas según la aplicación y la capacidad requerida. Los motores son generalmente eléctricos y el VFD actúa como intermediario entre las lecturas del sensor y los ajustes de velocidad del motor. Los sensores de presión desempeñan un papel crucial a la hora de proporcionar información precisa en tiempo real. Detectan fluctuaciones menores en la presión del agua y se comunican con el controlador para ajustar el funcionamiento de la bomba. Algunos sistemas incluyen medidores de flujo o sensores adicionales para monitorear el consumo de agua en múltiples puntos. Los paneles de control muestran datos operativos como la presión actual, la velocidad del motor y notificaciones de alarma. Los paneles avanzados pueden permitir el monitoreo remoto, pero la función principal sigue siendo regular la velocidad de la bomba para una presión constante. Los sistemas pueden variar en configuración. Las unidades de una sola bomba sirven para aplicaciones más pequeñas, mientras que las configuraciones de varias bombas se ocupan de edificios o procesos industriales más grandes. El funcionamiento paralelo garantiza la redundancia, lo que permite el mantenimiento de una bomba sin interrumpir el suministro de agua. El diseño modular simplifica la instalación y adaptación a tuberías existentes. Aplicaciones y rendimiento Las unidades de suministro de agua a presión constante y frecuencia variable se utilizan ampliamente en complejos residenciales, hoteles, hospitales y edificios comerciales. La presión constante mejora la experiencia del usuario, evitando caídas repentinas durante las horas pico, como por la mañana o por la noche. Por ejemplo, varias duchas o grifos que funcionan simultáneamente en un hotel pueden mantener un flujo de agua constante sin interferencias. Estas unidades soportan electrodomésticos como lavadoras y lavavajillas, asegurando que funcionen de manera eficiente sin fluctuaciones de presión. En los hospitales, el suministro constante de agua es crucial para los equipos médicos y la comodidad del paciente, lo que hace que la unidad de suministro de agua a presión constante y frecuencia variable sea una opción práctica. Las aplicaciones industriales incluyen suministro de agua de refrigeración, sistemas de protección contra incendios y circulación de agua de proceso. El control preciso de la presión evita daños a las tuberías y equipos y al mismo tiempo optimiza el uso de energía. Los sistemas pueden funcionar en modo continuo o intermitente dependiendo de los patrones de demanda. Los operadores a menudo ajustan la configuración para lograr la máxima eficiencia, equilibrando la producción, el consumo de energía y el desgaste de la bomba. La adaptabilidad de estas unidades también las hace adecuadas para modernizar edificios antiguos. Reemplazar las bombas tradicionales de velocidad fija por una Unidad de suministro de agua a presión constante de frecuencia variable Puede estabilizar la presión y reducir el ruido y la vibración. En edificios de varios pisos, los ascensores, los rociadores o las cocinas grandes reciben un suministro constante de agua, lo que mejora la funcionalidad general.
06 -
un sistema inteligente de suministro de agua a presión constante se ha convertido en una solución importante para la distribución de agua estable y eficiente en entornos residenciales, comerciales e industriales. Este sistema está diseñado para mantener una presión de agua constante independientemente de los cambios en la demanda de agua, garantizando un suministro fluido y confiable en todo momento. Los métodos tradicionales de suministro de agua a menudo tienen problemas con las fluctuaciones de presión, especialmente durante los períodos de uso pico, lo que puede afectar la comodidad, el rendimiento del equipo y la eficiencia general del sistema. Los sistemas inteligentes abordan estos desafíos mediante la automatización y el control preciso. El núcleo de un sistema inteligente de suministro de agua a presión constante es la integración de sensores, unidades de control y bombas de velocidad variable. Los sensores de presión monitorean continuamente la demanda de agua dentro de la red de tuberías y transmiten datos en tiempo real a un controlador central. El controlador ajusta la velocidad de la bomba en consecuencia, aumentando o reduciendo la salida para mantener una presión constante. Este ajuste sensible permite que el sistema se adapte instantáneamente a las demandas cambiantes, como la apertura o cierre de varios grifos al mismo tiempo, sin caídas de presión perceptibles. La eficiencia energética es una de las ventajas clave de un sistema inteligente de suministro de agua a presión constante. En lugar de hacer funcionar las bombas a una velocidad fija, el sistema solo utiliza la energía necesaria para satisfacer la demanda actual. Durante los periodos de baja demanda, la velocidad de la bomba disminuye, reduciendo el consumo eléctrico y el desgaste mecánico. Este enfoque no sólo reduce los costos operativos sino que también extiende la vida útil de los componentes del sistema. El uso reducido de energía se alinea bien con los objetivos modernos de sostenibilidad y los estándares de eficiencia de la construcción. Otro beneficio importante reside en una mayor comodidad del usuario. La presión constante del agua facilita actividades cotidianas como ducharse, limpiar y los procesos industriales que requieren un flujo estable. Se minimizan los cambios repentinos de presión, que pueden causar molestias o incluso dañar equipos sensibles. En edificios de gran altura, donde la variación de presión entre plantas es frecuente, los sistemas inteligentes de presión constante garantizan un suministro uniforme en los diferentes niveles, mejorando así la experiencia general del usuario. La flexibilidad de instalación hace que estos sistemas sean adecuados para una amplia gama de aplicaciones. Se pueden configurar sistemas inteligentes de suministro de agua a presión constante para complejos residenciales, edificios de oficinas, hoteles, hospitales e instalaciones industriales. Los diseños modulares permiten ajustar la capacidad del sistema según el tamaño del edificio y los patrones de uso del agua. Esta escalabilidad respalda tanto proyectos de nueva construcción como actualizaciones de sistemas en la infraestructura existente, ofreciendo soluciones prácticas sin cambios estructurales importantes. La confiabilidad del sistema se mejora aún más a través de funciones de protección y monitoreo automatizado. Muchos sistemas inteligentes incluyen alarmas y funciones de detección de fallas que notifican a los operadores cuando ocurren condiciones anormales. Problemas como desviaciones de presión, sobrecarga de la bomba o mal funcionamiento de los sensores se pueden identificar tempranamente, lo que reduce el riesgo de paradas inesperadas. Este enfoque proactivo respalda un funcionamiento estable y simplifica la planificación del mantenimiento. La gestión de los recursos hídricos también se beneficia de los sistemas inteligentes de suministro de agua a presión constante. Un control preciso reduce el desperdicio de agua causado por aumentos repentinos de presión o fugas. La presión estable ayuda a mantener la integridad de la tubería, lo que reduce el riesgo de daños y fugas en la tubería con el tiempo. En regiones donde la conservación del agua es una prioridad, esta distribución controlada contribuye al uso responsable del agua sin comprometer su disponibilidad. El desarrollo tecnológico sigue marcando la evolución de la Sistema inteligente de suministro de agua a presión constante . Las interfaces digitales permiten a los operadores monitorear el rendimiento, ajustar parámetros y revisar los datos de uso fácilmente. Algunos sistemas integran capacidades de acceso remoto, lo que permite a los equipos de gestión supervisar la operación desde plataformas centralizadas. El análisis de datos respalda una mejor planificación, ayudando a los administradores de instalaciones a comprender los patrones de consumo y optimizar el rendimiento del sistema.
27 -
Fábricas de bombas de aguas residuales desempeñan un papel crucial en la infraestructura urbana e industrial, produciendo bombas que mueven las aguas residuales de manera eficiente desde sitios residenciales, comerciales e industriales hasta instalaciones de tratamiento. Estas fábricas se especializan en la fabricación de bombas diseñadas para manejar líquidos desafiantes, incluidos aquellos que contienen sólidos, productos químicos y desechos de diferentes tamaños. El proceso de producción enfatiza la durabilidad, la confiabilidad y el rendimiento a largo plazo, lo que garantiza que las bombas puedan funcionar continuamente en condiciones exigentes sin mantenimiento frecuente. En una fábrica de bombas para aguas residuales, el proceso de fabricación comienza con la selección de los materiales adecuados. El acero inoxidable, el hierro fundido y las aleaciones de alta resistencia se utilizan comúnmente para resistir la corrosión y el desgaste, particularmente cuando las bombas manejan fluidos abrasivos o químicamente activos. Componentes como impulsores, ejes y carcasas se mecanizan cuidadosamente según especificaciones precisas, lo que permite que las bombas mantengan caudales y niveles de presión constantes. Las fábricas pueden ofrecer diferentes tipos de bombas, incluidos modelos sumergibles, instalados en seco y portátiles, adaptados a los requisitos únicos de diferentes sitios y aplicaciones. El control de calidad es un aspecto central de la producción. Las bombas de aguas residuales se someten a pruebas rigurosas para garantizar la estabilidad operativa, la resistencia a la obstrucción y la eficiencia energética. Los equipos de monitoreo avanzados y los sistemas de prueba automatizados permiten a las fábricas detectar desviaciones tempranamente, realizando ajustes que reducen la probabilidad de fallas operativas. Cada bomba se evalúa por su capacidad para manejar composiciones variables de aguas residuales, incluidos desechos y sólidos suspendidos, lo que garantiza que los sistemas municipales e industriales funcionen sin problemas. Las fábricas modernas de bombas para aguas residuales también se centran en la personalización. Los clientes pueden solicitar bombas diseñadas para cumplir con los requisitos de caudal, las especificaciones del motor o las restricciones de instalación. Esta adaptabilidad garantiza que la bomba funcione de manera eficiente tanto en sistemas municipales de gran volumen como en instalaciones industriales más pequeñas. Algunas fábricas también incorporan diseños modulares, lo que permite reemplazar los componentes fácilmente sin desmontar todo el sistema, lo que simplifica el mantenimiento y reduce el tiempo de inactividad. La innovación tecnológica está cada vez más integrada en la producción de bombas para aguas residuales. El software de simulación y diseño asistido por computadora ayuda a los ingenieros a modelar la dinámica de fluidos, optimizar la geometría del impulsor y predecir el rendimiento en diferentes condiciones operativas. Este enfoque mejora la precisión del diseño y reduce el tiempo necesario para la creación de prototipos. Las técnicas de fabricación avanzadas, incluida la fundición y el mecanizado precisos, contribuyen a una calidad constante en grandes lotes de producción. Las bombas de aguas residuales sirven para una amplia gama de aplicaciones. Las plantas de tratamiento de agua municipales dependen de ellos para mover las aguas residuales a través de tuberías, estaciones de bombeo y sistemas de filtración. Las instalaciones industriales utilizan bombas de aguas residuales para gestionar aguas residuales de procesos, fluidos de refrigeración y efluentes químicos. Los sitios de construcción pueden implementar bombas de aguas residuales portátiles para soluciones de drenaje temporales. En todos estos escenarios, el rendimiento y la confiabilidad de las bombas son cruciales para evitar interrupciones, prevenir inundaciones y mantener los estándares de salud pública. La importancia de una fábrica de bombas para aguas residuales va más allá de la producción. Las fábricas suelen brindar soporte técnico, orientación sobre instalación y capacitación en mantenimiento para garantizar que los clientes maximicen la vida útil y la eficiencia de sus bombas. Los clientes se benefician de un enfoque integrado que combina fabricación de calidad con experiencia operativa. Las fábricas de bombas para aguas residuales también están invirtiendo en investigación y desarrollo. Los avances en materiales, tecnología de motores y sistemas de monitoreo mejoran la confiabilidad de las bombas, reducen el uso de energía y simplifican el mantenimiento. Las bombas inteligentes equipadas con sensores pueden proporcionar datos en tiempo real sobre caudales, presión y estado operativo, lo que permite a los operadores detectar posibles problemas de manera temprana. La integración de la tecnología de esta manera garantiza que las bombas de aguas residuales modernas respalden una gestión de aguas residuales eficiente, sostenible y segura. Fábrica de bombas de aguas residuales desempeña un papel fundamental en el desarrollo de infraestructura y la gestión del agua. Producir bombas duraderas, eficientes y adaptables, brindar soporte técnico y adoptar avances tecnológicos y sostenibles permite a estas fábricas garantizar un funcionamiento fluido en los sistemas municipales e industriales.
20 -
Comprensión de las bombas autocebantes un bomba autocebante está diseñado para eliminar automáticamente el aire de la línea de succión, permitiéndole comenzar a bombear sin cebado manual. Esta característica lo hace particularmente útil en aplicaciones donde el suministro de fluido puede ser intermitente o donde el cebado manual es inconveniente. Las bombas autocebantes se utilizan ampliamente en sistemas industriales, agricultura, suministro de agua e incluso aplicaciones marinas, y ofrecen una versatilidad que admite operaciones a gran escala y configuraciones más pequeñas. La principal ventaja de una bomba autocebante radica en su capacidad para mantener un flujo constante incluso cuando hay bolsas de aire en la línea de succión. A diferencia de las bombas tradicionales que pueden requerir cebados repetitivos, estas bombas incorporan características de diseño que atrapan y recirculan aire hasta que se estabiliza el flujo de fluido. Esto reduce el tiempo de inactividad y simplifica la operación, lo que los hace ideales para situaciones donde la confiabilidad y la eficiencia son importantes. Las bombas autocebantes vienen en varios diseños, incluidas configuraciones centrífugas, verticales y horizontales. Cada diseño se adapta a requisitos específicos, ya sea que se trate de mover agua a largas distancias, transferir productos químicos o apoyar sistemas de riego. Comprender estas diferencias ayuda a los clientes a seleccionar una bomba que se alinee tanto con las expectativas de rendimiento como con las condiciones ambientales. Consideraciones de fabricación y calidad La producción de bombas autocebantes requiere atención a la precisión y la calidad. Materiales como el acero inoxidable, el bronce y las aleaciones de alta resistencia se utilizan comúnmente para resistir la corrosión y el desgaste, especialmente en aplicaciones que involucran productos químicos o fluidos abrasivos. Los componentes como impulsores, sellos y carcasas están diseñados para brindar durabilidad, lo que garantiza un rendimiento constante durante períodos prolongados. El control de calidad es una parte integral del proceso de fabricación. Las bombas generalmente se prueban para determinar su capacidad de succión, caudal y presión de salida. Los sistemas de monitoreo digital y pruebas automatizadas ayudan a garantizar que cada unidad cumpla con los estándares requeridos. Al controlar las tolerancias y verificar el rendimiento antes del envío, los fabricantes reducen el riesgo de problemas operativos en el campo. La confiabilidad se mejora aún más mediante una inspección cuidadosa de los componentes críticos, incluido el sello mecánico y la alineación del impulsor, que son esenciales para un funcionamiento sin problemas. Muchos fabricantes también ofrecen opciones de personalización. Los clientes pueden solicitar modificaciones en el tamaño del motor, el tipo de impulsor o el material de la carcasa para satisfacer necesidades ambientales u operativas específicas. Esta adaptabilidad garantiza que las bombas estén optimizadas para las aplicaciones previstas. unpplications and Performance Advantages Las bombas autocebantes se valoran por su capacidad para manejar mezclas de aire y líquidos sin perder rendimiento. Esto los hace especialmente adecuados para aplicaciones de transferencia, drenaje y deshidratación de agua. Las operaciones agrícolas a menudo dependen de estas bombas para el riego y la circulación del agua, mientras que los sistemas municipales pueden utilizarlas en estaciones de bombeo o instalaciones de tratamiento de agua. Uno de los principales beneficios es la reducción de la complejidad operativa. Debido a que la bomba se ceba automáticamente, los operadores dedican menos tiempo a monitorear los procedimientos de arranque, lo que mejora la eficiencia general. Los requisitos de mantenimiento también se simplifican, ya que estas bombas generalmente están diseñadas para un fácil acceso a componentes como impulsores, anillos de desgaste y sellos. Un mantenimiento reducido se traduce en menores tiempos de inactividad y costes operativos. La eficiencia del rendimiento es otra ventaja notable. Las bombas autocebantes mantienen caudales y niveles de presión estables, incluso cuando se introduce aire en la línea de succión. Esto los hace adecuados para elevaciones de succión largas y aplicaciones donde el fluido fuente puede estar parcialmente aireado. Además, los motores energéticamente eficientes y los diseños optimizados del impulsor contribuyen a un menor consumo de electricidad sin sacrificar el rendimiento. Conclusión Bombas autocebantes ofrecen una combinación de conveniencia, eficiencia y versatilidad que los hace valiosos en numerosas industrias. Su capacidad para manejar el aire en la línea de succión, reducir la complejidad operativa y mantener un flujo constante las distingue de las bombas tradicionales.
13 -
Descripción general de las fábricas de bombas de refuerzo Fábricas de bombas de impulso desempeñan un papel fundamental en la producción de bombas utilizadas en los sectores industrial, agrícola y residencial. Estas instalaciones se especializan en la fabricación de bombas diseñadas para aumentar la presión del agua, garantizar un flujo constante y soportar sistemas de fluidos complejos. A diferencia de las bombas estándar, las bombas de refuerzo están diseñadas para mantener la eficiencia en condiciones de presión variables, lo que las hace versátiles para aplicaciones como riego, suministro de agua y sistemas de calefacción. La estructura de una fábrica de bombas de refuerzo a menudo incluye múltiples líneas de producción, estaciones de control de calidad y áreas de prueba. La maquinaria avanzada permite precisión en la fundición, el mecanizado y el ensamblaje, lo que garantiza que las bombas cumplan con las especificaciones de diseño. Las fábricas pueden producir diferentes tipos de bombas de refuerzo, incluidas bombas centrífugas, bombas multietapa y modelos compactos adecuados para espacios reducidos. Procesos de Fabricación y Control de Calidad En una fábrica de bombas de refuerzo, la fabricación comienza con una cuidadosa selección de materiales y diseño de componentes. Los materiales comunes incluyen acero inoxidable, hierro fundido y aleaciones de alta resistencia, elegidos por su durabilidad y resistencia a la corrosión. Componentes como impulsores, ejes y carcasas se mecanizan con precisión para garantizar un funcionamiento suave y una pérdida mínima de energía. Los pasos adicionales incluyen el equilibrio, el acabado de la superficie y la verificación del ensamblaje, que mejoran aún más el rendimiento y reducen la vibración durante la operación. Los ingenieros también monitorean de cerca las tolerancias, asegurando que cada componente encaje con precisión y contribuya a la eficiencia y confiabilidad de la bomba en entornos industriales exigentes. El control de calidad es un enfoque central en el entorno de la fábrica. Las bombas se prueban en cuanto a caudal, consistencia de presión y eficiencia energética. Algunas fábricas utilizan sistemas de prueba automatizados, incluidos sensores de presión y monitoreo digital, para mantener estándares consistentes. Incluso las pequeñas desviaciones se identifican y corrigen, asegurando que cada bomba cumpla con los requisitos operativos. La inspección y calibración adecuadas reducen el riesgo de fallas tempranas, lo que contribuye a la confiabilidad a largo plazo de las bombas en aplicaciones exigentes. Innovación Tecnológica y Personalización Las modernas fábricas de bombas de impulsión incorporan cada vez más innovación tecnológica en sus procesos de producción. El diseño asistido por computadora (CAD) y el modelado 3D permiten a los ingenieros simular el rendimiento de la bomba en diferentes condiciones antes de la producción física. Este enfoque reduce el tiempo de creación de prototipos y mejora la precisión del diseño. Las fábricas pueden utilizar fabricación aditiva o técnicas de mecanizado avanzadas para producir componentes que sean livianos y duraderos. La personalización es otra oferta clave. Los clientes a menudo requieren bombas adaptadas a rangos de presión, caudales o condiciones ambientales específicos. Una fábrica de bombas de refuerzo puede ajustar el diseño del impulsor, las especificaciones del motor y las dimensiones de la carcasa para cumplir con estos requisitos. Esta flexibilidad garantiza que las bombas sean adecuadas para diversas aplicaciones, desde pequeños sistemas residenciales hasta proyectos industriales a gran escala. Sostenibilidad y adaptación al mercado Fábricas de bombas de impulso están cada vez más centrados en la sostenibilidad y la eficiencia energética. Los motores están diseñados para consumir menos electricidad y los materiales se seleccionan para prolongar la vida útil del producto. Algunas fábricas integran programas de reciclaje, reutilizando chatarra y minimizando los residuos en el proceso productivo. Este enfoque se alinea con las crecientes tendencias industriales y las consideraciones ambientales. La adaptación al mercado es esencial para que las fábricas sigan siendo competitivas. Al monitorear las tendencias en la gestión del agua, la construcción y la eficiencia energética, las fábricas pueden introducir nuevos productos que satisfagan las demandas emergentes. Expandirse a mercados globales, ofrecer soporte multilingüe y mantener una logística confiable garantiza que las bombas estén disponibles donde más se necesitan. En general, una fábrica de bombas de refuerzo combina experiencia técnica, eficiencia de procesos y planificación estratégica para brindar soluciones valiosas en todas las industrias.
06
![]()
Derechos de autor © Zhejiang Chuangken Fluid Co., Ltd. Todos los derechos reservados.
