 English
English عربى
عربى Español
Español

Absorber e introducir continuamente excelentes tecnologías basadas en condiciones reales.
 Bomba de agua
Bomba de agua
Expertos en producciónLiderando la revolución verde de las bombas de agua de alta calidad.
Nuestros productos para su negocio
Ver más >>
- Equipos de suministro de agua
- Bombas de diafragma
- Bombas de accionamiento magnético
- Bombas de tubería
- Bombas centrífugo
- Bombas de autoevaluación
- Bombas de tornillo
- Bombas de fuego
- Bombas de aguas residuales
- Juegos de bomba de motor diesel
- Gabinetes de control eléctrico
- Bombas de riego
- Bombas de agua de acuicultura
- Bombas de refuerzo
- Bombas sumergibles
- Bombas de vacío
- Bombas industriales
- Accesorios de bombas
-
 Equipo de suministro de agua de frecuencia de presión de presión constante completa completa
Equipo de suministro de agua de frecuencia de presión de presión constante completa completa
El equipo completo de suministro de agua de frecuencia de presión de presión constante automática...
-
 Conversión de frecuencia automática Constante presión de suministro de agua de fuego de fuego
Conversión de frecuencia automática Constante presión de suministro de agua de fuego de fuego
El equipo de suministro de agua de incendio de presión constante de conversión de frecuencia auto...
-
 Equipo de suministro de agua a presión de aire de lucha contra incendios
Equipo de suministro de agua a presión de aire de lucha contra incendios
El equipo de suministro de agua de presión de aire de lucha contra incendios generalmente consist...
-
 Equipo de suministro de agua a presión no negativo
Equipo de suministro de agua a presión no negativo
El equipo de suministro de agua a presión no negativo es un sistema compuesto por un tanque de pr...
-
 Equipo de suministro de agua de refuerzo de presión no negativo de acero inoxidable
Equipo de suministro de agua de refuerzo de presión no negativo de acero inoxidable
Los métodos tradicionales de suministro de agua dependen en gran medida de los tanques de agua, q...
-
 Equipo de suministro de agua de flujo de flujo estable no negativo
Equipo de suministro de agua de flujo de flujo estable no negativo
Descripción general del producto El equipo de suministro de agua de flujo estacionario no nega...
-
 Equipo inteligente de suministro de agua de frecuencia variable de presión constante
Equipo inteligente de suministro de agua de frecuencia variable de presión constante
El equipo de suministro de agua de frecuencia de presión de presión constante inteligente es un s...
-
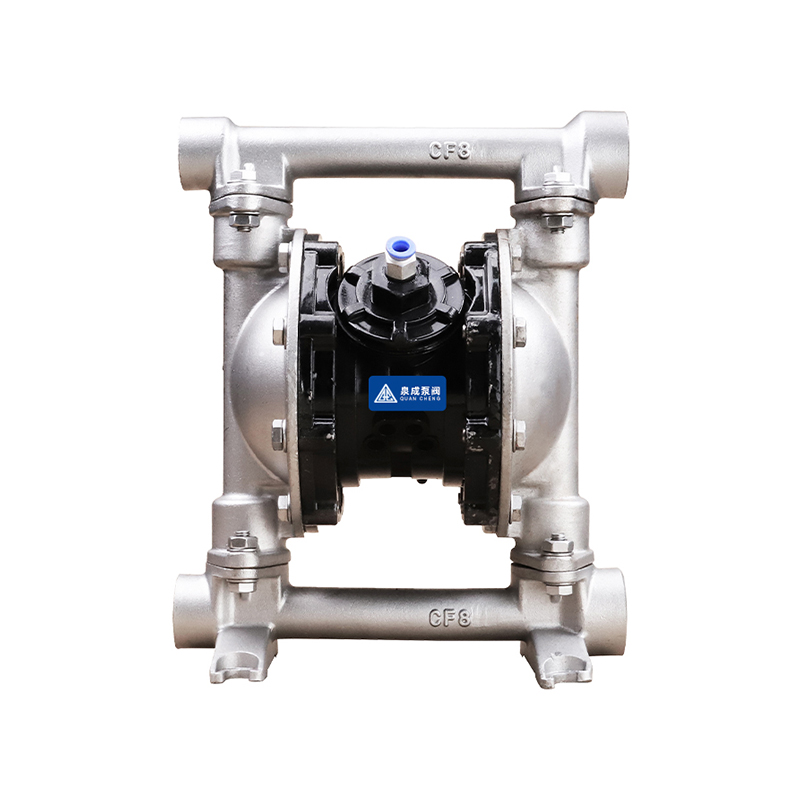
 Bomba de doble diafragma operada por Air Qby
Bomba de doble diafragma operada por Air Qby
La bomba de doble diafragma operada por Air QBY producida por nuestra compañía es un nuevo tipo d...
-
 Bomba de doble diafragma operada por aire de grado alimentario QBK
Bomba de doble diafragma operada por aire de grado alimentario QBK
La bomba de diafragma neumático es un nuevo tipo de maquinaria de transmisión que utiliza aire co...
-
 Bomba de diafragma de acero inoxidable eléctrico DBY
Bomba de diafragma de acero inoxidable eléctrico DBY
La bomba de diafragma de acero inoxidable de DBY Electric es un nuevo tipo de bomba. En los últim...
-
 Bomba de accionamiento magnético de acero inoxidable CQ
Bomba de accionamiento magnético de acero inoxidable CQ
La bomba de accionamiento magnético de acero inoxidable CQ (comúnmente conocido como la bomba mag...
-
 Bomba de accionamiento magnético fluoroplástico CQB-F
Bomba de accionamiento magnético fluoroplástico CQB-F
La bomba de accionamiento magnético fluoroplástico CQB-F es un nuevo tipo de bomba que utiliza lo...
-
 Bomba centrífuga de tracción magnética de acero inoxidable CQB
Bomba centrífuga de tracción magnética de acero inoxidable CQB
La bomba centrífuga de accionamiento magnético de acero inoxidable CQB (también conocida como bom...
-
 Bomba de accionamiento magnético auto-transmitido de ZCQ
Bomba de accionamiento magnético auto-transmitido de ZCQ
La bomba de accionamiento magnético de auto-procedimiento ZCQ reemplaza el sello mecánico con un ...
-
 Bomba centrífuga de accionamiento magnético a alta temperatura CQG
Bomba centrífuga de accionamiento magnético a alta temperatura CQG
En respuesta a las necesidades de modernización de las plantas petroquímicas en China, y para ada...
-
 Bomba de tubería de tipo de blindaje PBG
Bomba de tubería de tipo de blindaje PBG
La bomba de tubería de tipo de blindaje PBG adopta tecnologías avanzadas de diseño y fabricación ...
-
 Bomba de refuerzo vertical de tubería silenciosa
Bomba de refuerzo vertical de tubería silenciosa
La bomba de refuerzo de tubería silenciosa vertical es una bomba centrífuga de una sola etapa, di...
-
 Bomba de múltiples mascaradas vertical de acero inoxidable
Bomba de múltiples mascaradas vertical de acero inoxidable
La bomba de múltiples etapas silenciosa vertical de acero inoxidable es una nueva generación de b...
-
 Bomba de tubería de etapas múltiples verticales GDL
Bomba de tubería de etapas múltiples verticales GDL
La bomba de tuberías de varias etapas verticales GDL es un modelo de bomba recientemente desarrol...
-
 Bomba centrífuga de tubería vertical de succión única ISG
Bomba centrífuga de tubería vertical de succión única ISG
La bomba centrífuga de tubería de succión única ISG es desarrollada por nuestro equipo técnico en...
-
 Bomba centrífuga de tubería vertical ISGB
Bomba centrífuga de tubería vertical ISGB
La Bomba Centrifugal de tuberías verticales ISGB Easy-Disassemble es un producto innovador y avan...
-
 Bomba centrífuga horizontal
Bomba centrífuga horizontal
-
 Bomba centrífuga de baja velocidad ISGD
Bomba centrífuga de baja velocidad ISGD
La bomba centrífuga de baja velocidad ISGD está diseñada y fabricada en base a la bomba centrífug...
-
 Bomba centrífuga de alta velocidad de alta eficiencia ISWD de alta eficiencia
Bomba centrífuga de alta velocidad de alta eficiencia ISWD de alta eficiencia
La bomba centrífuga de baja velocidad de alta eficiencia ISWD se desarrolla en base a la bomba ce...
-
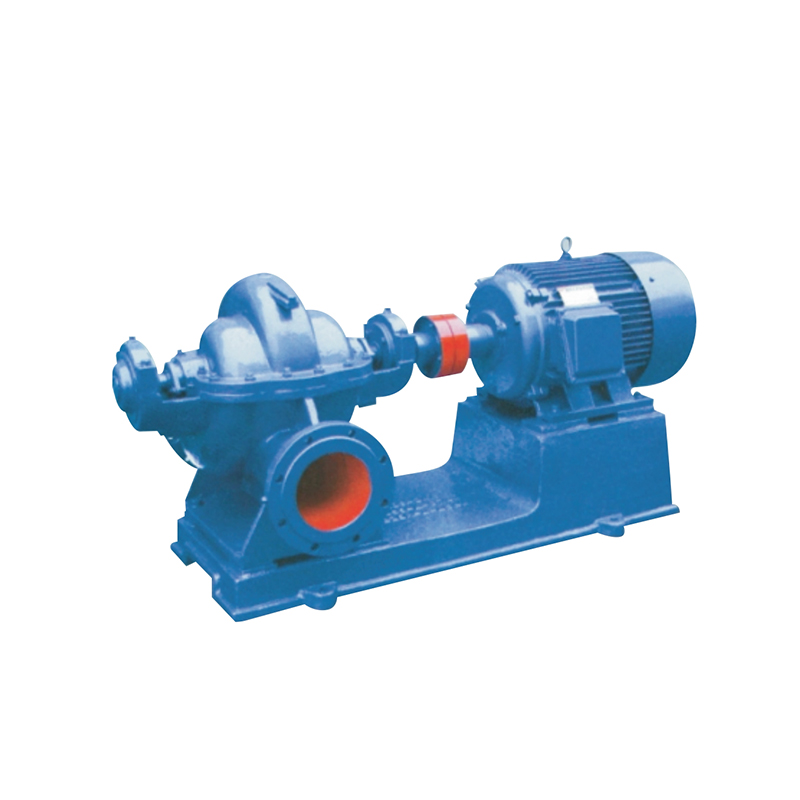 Bomba centrífuga de doble succión de una sola etapa s/sh
Bomba centrífuga de doble succión de una sola etapa s/sh
El S-Type es una nueva bomba centrífuga horizontal de doble subproducción horizontal que ahorra e...
-
 Bomba de agua centrífuga vertical de múltiples etapas DL/DLR
Bomba de agua centrífuga vertical de múltiples etapas DL/DLR
La bomba centrífuga vertical DL/DLR Multipálstes es una mejora de diseño y fabricación optimizada...
-
 Bomba centrífuga de etapas múltiples horizontales TSWA
Bomba centrífuga de etapas múltiples horizontales TSWA
Las bombas centrífugas de etapas múltiples horizontales TSWA son productos que ahorran energía de...
-
 Bomba centrífuga vertical de múltiples etapas verticales CDL/CDLF
Bomba centrífuga vertical de múltiples etapas verticales CDL/CDLF
El CDL/CDLF es un tipo de bomba centrífuga vertical, no aislante, de varias etapas, impulsada por...
-
 Bomba centrífuga de múltiples etapas de acero inoxidable de acero inoxidable horizontal
Bomba centrífuga de múltiples etapas de acero inoxidable de acero inoxidable horizontal
La bomba centrífuga de múltiples etapas de acero inoxidable horizontal CHL está equipada con un m...
-
 Bomba centrífuga horizontal de luz múltiple de luz segmentaria CHDF
Bomba centrífuga horizontal de luz múltiple de luz segmentaria CHDF
La bomba centrífuga de múltiples etapas horizontales de luz segmentaria CHDF está equipada con un...
-
 Bomba de agua centrífuga de autoprimida zx
Bomba de agua centrífuga de autoprimida zx
La bomba de agua de auto-procedimiento ZX es un tipo de bomba centrífuga de autoprimido. Cuenta c...
-
 ZXL Bomba centrífuga de autoconación conectada directamente
ZXL Bomba centrífuga de autoconación conectada directamente
El sistema de bomba centrífuga de auto-procedencia directa ZXL es un nuevo producto desarrollado ...
-
 Bomba de agua de aguas residuales sin zarcera de ZW
Bomba de agua de aguas residuales sin zarcera de ZW
La bomba de aguas residual no atravesada de ZW, también conocida como bomba o bomba de basura sól...
-
Bomba de aguas residual de autocuidado con conexión directa ZWL Direct
La bomba de aguas residual de autocuidado con conexión directa con ZWL integra la descarga de agu...
-
 Bomba de transferencia de aceite centrífugo de autocuración Cyz-A
Bomba de transferencia de aceite centrífugo de autocuración Cyz-A
La bomba de transferencia de petróleo centrífugo de auto-cyz-A es un producto de bomba recienteme...
-
Cyzl-una bomba de aceite centrífugo autoconectada directa
La bomba de petróleo centrífugo autocontrolada directa de CYZL-A es nuestro último producto de bo...
-
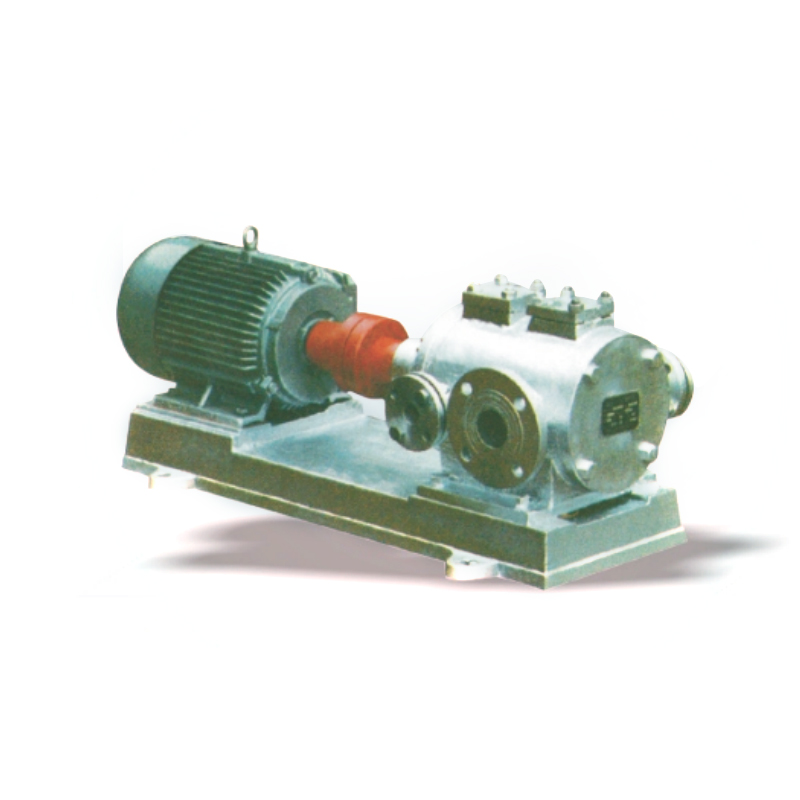 Bomba de tres tornillos LQG (bomba de betún de preservación de calor)
Bomba de tres tornillos LQG (bomba de betún de preservación de calor)
La bomba de tres tornillos LQG (bomba de betún de preservación de calor), también conocida como l...
-
 Bomba de tornillo de lechada de espesor I-1B
Bomba de tornillo de lechada de espesor I-1B
La bomba de tornillo de suspensión de gruesa I-1B es una bomba de desplazamiento positivo de un s...
-
 G Bomba de tornillo único de acero inoxidable
G Bomba de tornillo único de acero inoxidable
La bomba de un solo tornillo de acero inoxidable G es una bomba recientemente diseñada basada en ...
-
 Bomba de lucha contra incendios vertical XBD-L
Bomba de lucha contra incendios vertical XBD-L
La bomba de lucha contra incendios vertical XBD-L es una bomba centrífuga múltiple de una sola su...
-
 Bomba de incendio de múltiples etapas XBD-W
Bomba de incendio de múltiples etapas XBD-W
La bomba de incendio de varias etapas horizontales XBD-W es un producto de serie de eficiencia en...
-
 XBD- (I) Bomba de tubería de bomba de fuego vertical
XBD- (I) Bomba de tubería de bomba de fuego vertical
La bomba de tubería de bomba de fuego vertical XBD- (I) es un producto de próxima generación desa...
-
 Bomba de fuego vertical de una sola etapa XBD-ISG
Bomba de fuego vertical de una sola etapa XBD-ISG
La bomba de fuego vertical de una sola etapa XBD-ISG está diseñada para transportar agua limpia s...
-
 Bomba de lucha horizontal de Fire de XBD-ISW
Bomba de lucha horizontal de Fire de XBD-ISW
La bomba de combate de incendios múltiples de una sola etapa XBD-ISW está diseñada para transport...
-
 Bomba de tangente de presión constante de fuego vertical XBD-HL
Bomba de tangente de presión constante de fuego vertical XBD-HL
La bomba tangente de presión constante de fuego vertical XBD-HL (vertical) es un producto avanzad...
-
 Bomba de aguas residual semi-summersible vertical YW
Bomba de aguas residual semi-summersible vertical YW
La serie de aguas residuales semi-sumergibles verticales de la serie YW es una nueva generación d...
-
 Bomba de aguas residual vertical LW (WL) sin adornos
Bomba de aguas residual vertical LW (WL) sin adornos
La bomba de aguas residual vertical de LW no atenuada es un producto de bomba de próxima generaci...
-
 GW Bomba de aguas residual de carpetas GW de manera eficiente
GW Bomba de aguas residual de carpetas GW de manera eficiente
La bomba de aguas residual sin ondas GW de manera eficiente es una nueva generación de productos ...
-
 Bomba de aguas residual de mezcla automática de jywq
Bomba de aguas residual de mezcla automática de jywq
La bomba de aguas residual de mezcla automática de la serie JYWQ es una versión avanzada de la bo...
-
 Bomba de aguas residual automática JPWQ con chaqueta de acero inoxidable
Bomba de aguas residual automática JPWQ con chaqueta de acero inoxidable
La bomba de alcantarillado automático de la serie JPWQ es una versión mejorada de la bomba de alc...
-
 Bomba de aguas residual centrífugo resistente a la corrosión PWF
Bomba de aguas residual centrífugo resistente a la corrosión PWF
La bomba de aguas residual centrífugo resistente a la corrosión PWF está diseñada para transporta...
-
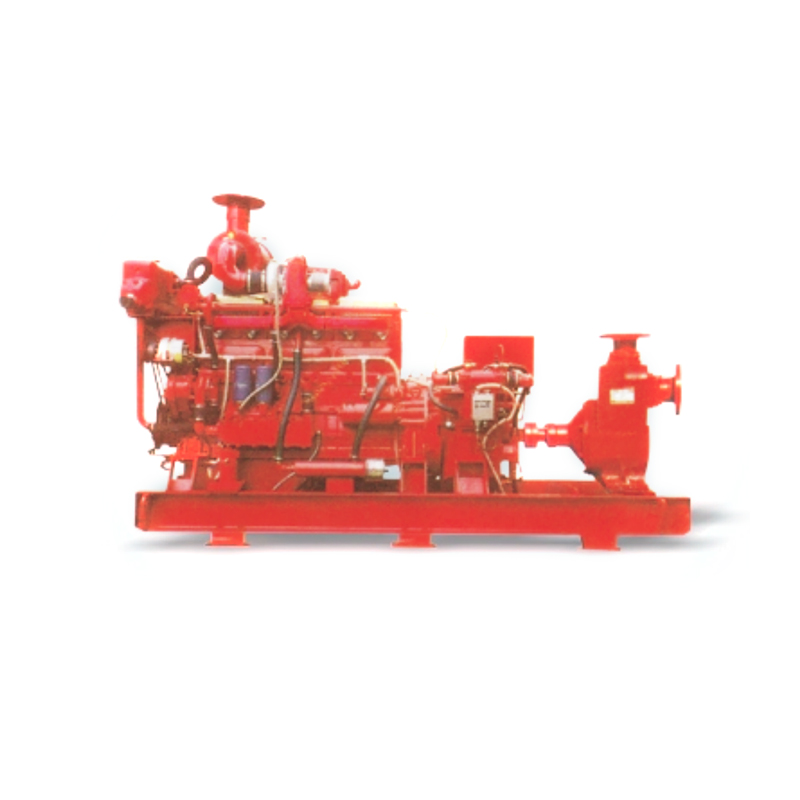 XBC-ZX Unidad de bomba de fuego del motor diesel horizontal
XBC-ZX Unidad de bomba de fuego del motor diesel horizontal
La unidad de bomba de fuego diesel del motor diesel XBC-ZX es un nuevo tipo de equipo de ejecució...
-
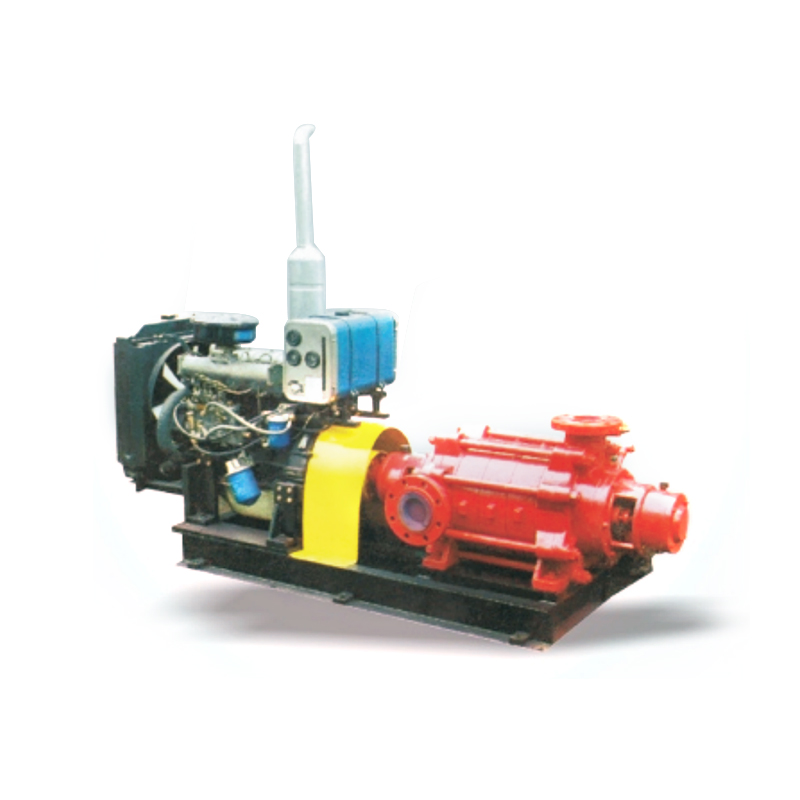 Juego de bomba de fuego de motor diesel XBC-TSWA
Juego de bomba de fuego de motor diesel XBC-TSWA
El conjunto de bombas de incendio del motor diesel XBC-TSWA, como un equipo fijo de extinción de ...
-
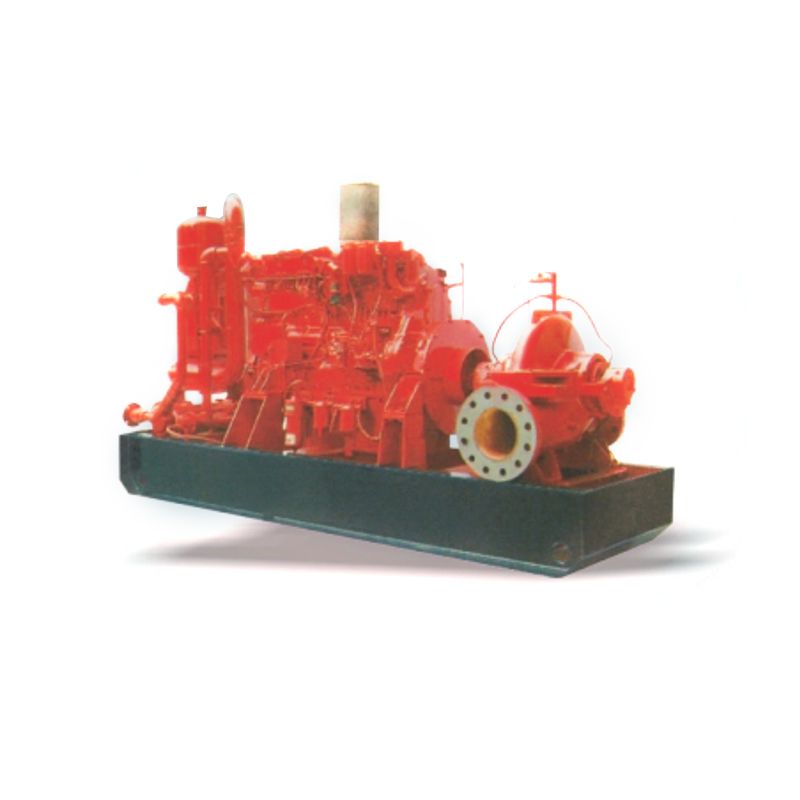 Unidad de bomba de lucha contra incendios de motor diesel XBC-SOW
Unidad de bomba de lucha contra incendios de motor diesel XBC-SOW
La unidad de bomba de lucha contra incendios del motor diesel XBC-Sow es reconocida por su alto c...
-
 Gabinete de control de descompresión de inicio de autoapoplamiento JJ1
Gabinete de control de descompresión de inicio de autoapoplamiento JJ1
El gabinete de control de descompresión de inicio de inicio del inicio de la serie JJ1 está diseñ...
-
 Gabinete de control de la bomba de agua QZD
Gabinete de control de la bomba de agua QZD
El gabinete de control de la bomba de agua QZD producido por nuestra empresa es un innovador disp...
-
 Gabinete de control de velocidad de conversión de frecuencia
Gabinete de control de velocidad de conversión de frecuencia
El gabinete de control de velocidad de conversión de frecuencia está diseñado para una regulación...
-
 Gabinete de control de descompresión de inicio de transformador automático
Gabinete de control de descompresión de inicio de transformador automático
El gabinete de control de descompresión inicial automático de transformador es un dispositivo de ...
-
 Bomba eléctrica de acero inoxidable de acero inoxidable QJ
Bomba eléctrica de acero inoxidable de acero inoxidable QJ
La bomba eléctrica de acero inoxidable de acero inoxidable QJ es un dispositivo de elevación de a...
-
 QS Bomba sumergible llena de agua pequeña
QS Bomba sumergible llena de agua pequeña
La pequeña bomba sumergible llena de agua QS (denominada bomba sumergible) es un dispositivo inte...
-
 ZX (ZXL)/ZW (ZWL) SOLTURA DE BOMBA CENTRIGAL
ZX (ZXL)/ZW (ZWL) SOLTURA DE BOMBA CENTRIGAL
Las bombas centrífugas de autoprimación ZX (ZXL)/ZW (ZWL) son productos de eficiencia energética ...
-
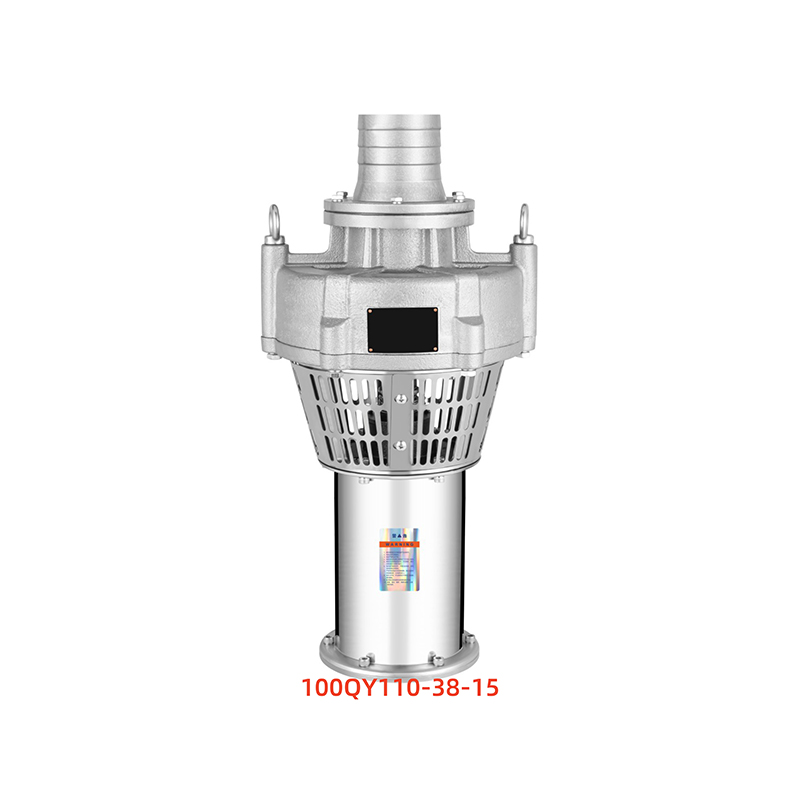 Bomba eléctrica sumergible llena de aceite de QY
Bomba eléctrica sumergible llena de aceite de QY
La bomba eléctrica sumergible llena de aceite QY (denominada bomba sumergible) es un equipo de dr...
-
 Bomba sumergible resistente a la corrosión alta en polímero WQF
Bomba sumergible resistente a la corrosión alta en polímero WQF
La bomba sumergible resistente a la corrosión de alto polímero WQF es un producto especializado d...
-
 SG Bomba de refuerzo de tubería vertical
SG Bomba de refuerzo de tubería vertical
Las bombas de refuerzo de tuberías verticales SG están diseñadas para abordar la baja presión de ...
-
 Bomba de circulación de tubería vertical TD
Bomba de circulación de tubería vertical TD
La bomba de circulación de tubería vertical TD es una bomba centrífuga de una sola etapa que adop...
-
 Bomba centrífuga horizontal de acero inoxidable ZS
Bomba centrífuga horizontal de acero inoxidable ZS
La bomba centrífuga horizontal de acero inoxidable de acero inoxidable ZS se realiza utilizando p...
-
 Bomba especializada de torre de enfriamiento horizontal CWT (WLT)
Bomba especializada de torre de enfriamiento horizontal CWT (WLT)
La bomba especializada de la torre de enfriamiento horizontal CWT (WLT) es una bomba de alto fluj...
-
 LLT Bomba de tubería de torre de enfriamiento vertical
LLT Bomba de tubería de torre de enfriamiento vertical
La bomba de tubería de la torre de enfriamiento vertical Thellt es una gran bomba de flujo, con l...
-
 Bomba de aguas residual sumergible no atacada WQ
Bomba de aguas residual sumergible no atacada WQ
La bomba de aguas residual sumergible que no se puede marcar WQ se utiliza principalmente en inge...
-
 Como bomba de aguas residuales sumergibles de tipo AV sin cepillo
Como bomba de aguas residuales sumergibles de tipo AV sin cepillo
La bomba de aguas residual sumergible de tipo AS de tipo AS de la serie adopta tecnología avanzad...
-
 Bomba de aguas residual sumergible para cortar la correa WQK/QG
Bomba de aguas residual sumergible para cortar la correa WQK/QG
La bomba de alcantarillado sumergible de la correa WQK/QG presenta una capacidad excepcional de d...
-
 Bomba de aguas residual sumergible WQX con dispositivo de corte
Bomba de aguas residual sumergible WQX con dispositivo de corte
La bomba de aguas residuales sumergibles de la serie WQX se utiliza principalmente para drenar la...
-
 Bomba de aguas residual eléctrica de cuchilla de corte WQD
Bomba de aguas residual eléctrica de cuchilla de corte WQD
La bomba de aguas residual sumergible eléctrica WQD Cutting Blade es un nuevo tipo de equipo de a...
-
Bomba de aguas residual sumergible sin adornos de QW
La serie de aguas residuales sumergibles de la serie QW es una nueva generación de productos de b...
-
 Bomba de aguas residual sumergible acoplada automáticamente WQ
Bomba de aguas residual sumergible acoplada automáticamente WQ
La bomba de aguas residual sumergible acoplada automática WQ es una bomba avanzada de próxima gen...
-
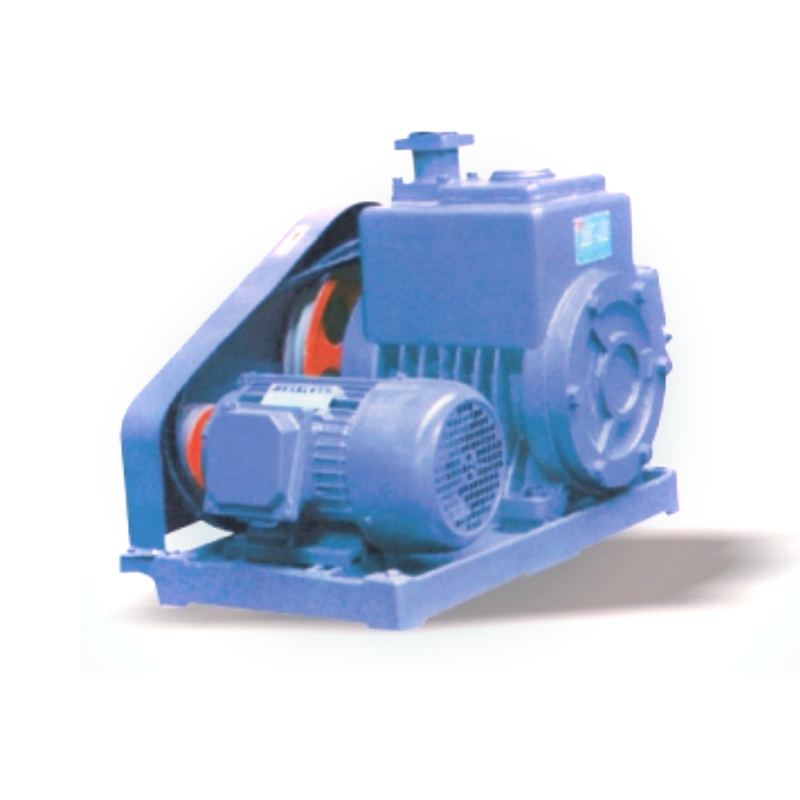 Bomba de vacío rotativa de dos etapas de dos etapas
Bomba de vacío rotativa de dos etapas de dos etapas
La bomba de vacío rotativa de dos etapas de dos etapas presenta una estructura de dos etapas. Su ...
-
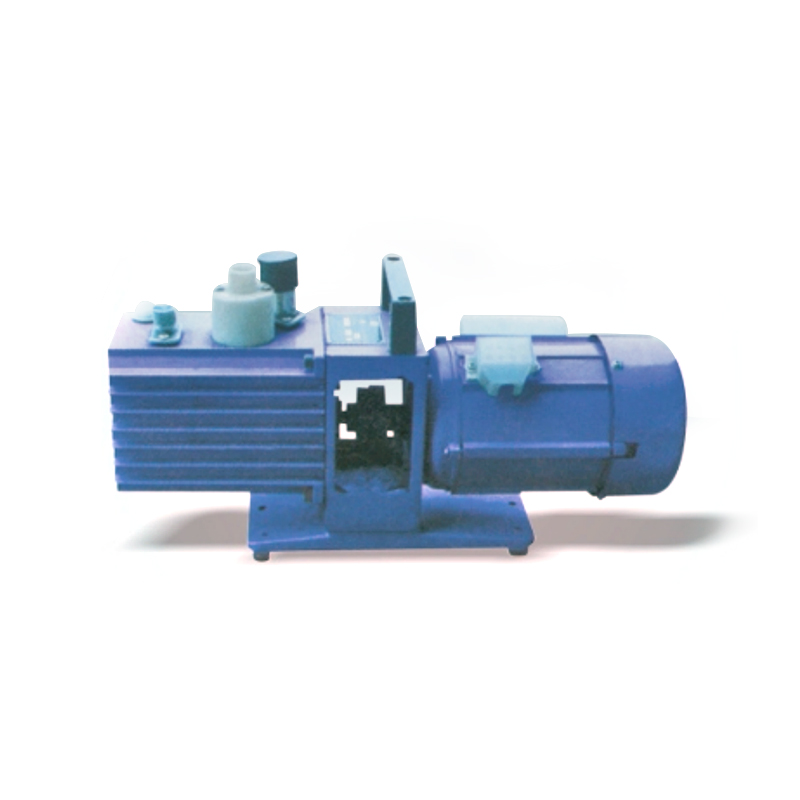 Bomba de vacío de paleta giratoria de tracción directa de dos etapas de dos etapas
Bomba de vacío de paleta giratoria de tracción directa de dos etapas de dos etapas
La bomba de vacío 2XZ presenta una estructura de tracción directa de dos etapas, con su rendimien...
-
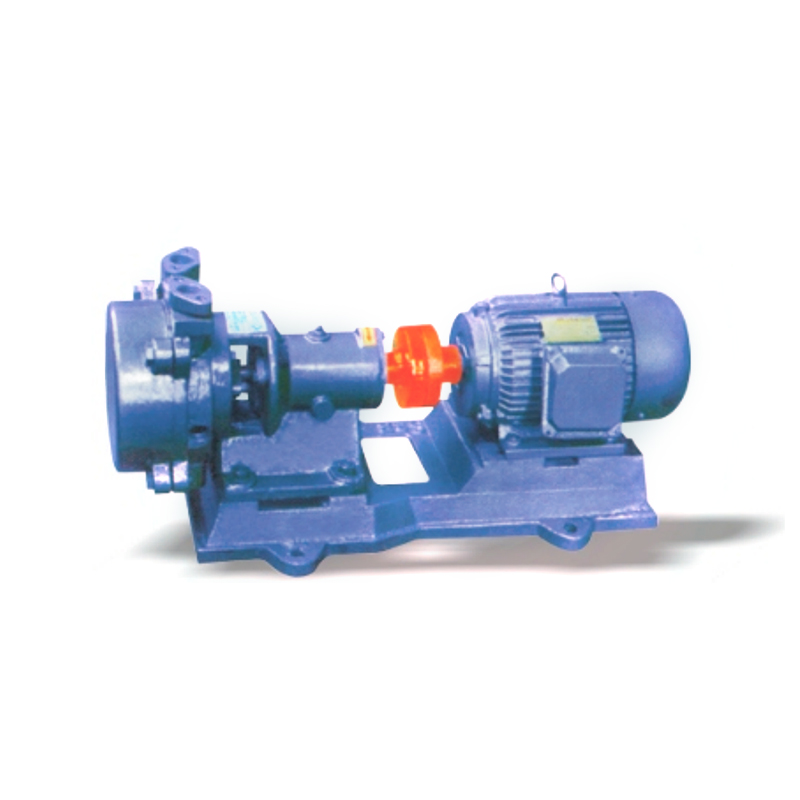
 Bomba de aspiración con anillo de agua SK
Bomba de aspiración con anillo de agua SK
Las bombas y compresores de vacío de anillo de agua SK están diseñadas para extraer o comprimir e...
-
 Bomba de aspiración de anillo de agua SZB en voladizo
Bomba de aspiración de anillo de agua SZB en voladizo
La bomba de vacío de la serie SZB es una bomba de vacío de anillo líquido en voladizo diseñada pa...
-
 SZ Bomba de vacío de anillo de agua de una sola etapa
SZ Bomba de vacío de anillo de agua de una sola etapa
Las bombas y compresores de aspiración de agua de una sola etapa SZ están diseñadas para bombear ...
-
 W -WAPE Bomba de vacío de eyector de agua
W -WAPE Bomba de vacío de eyector de agua
La bomba de vacío de eyector de agua de tipo W es un dispositivo mecánico que combina tres funcio...
-
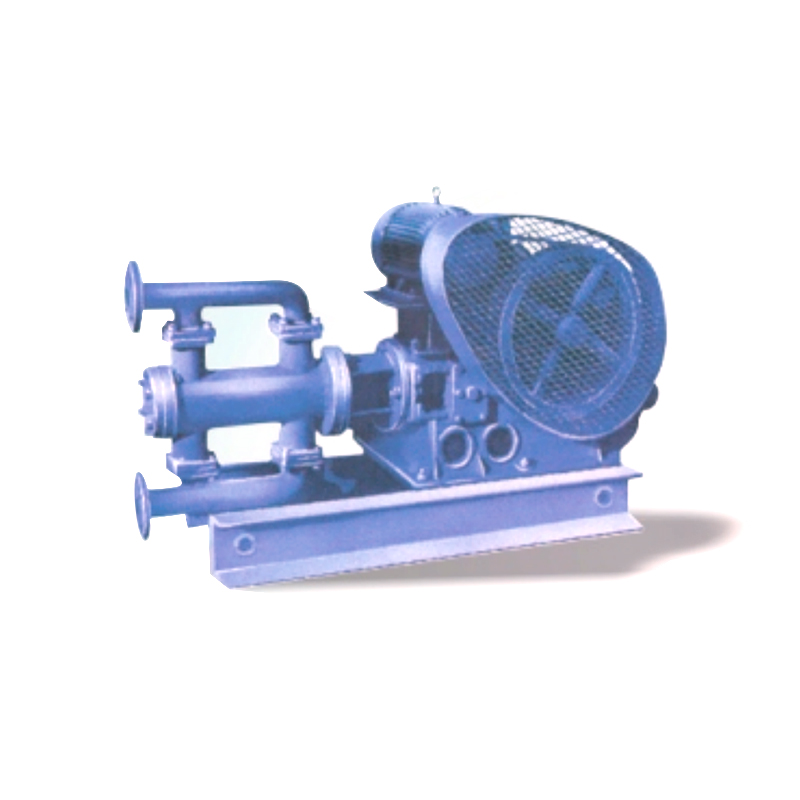 Bomba de reciprocación eléctrica de WB
Bomba de reciprocación eléctrica de WB
La bomba de reciprocación eléctrica WB está disponible en dos opciones de material para su secció...
-
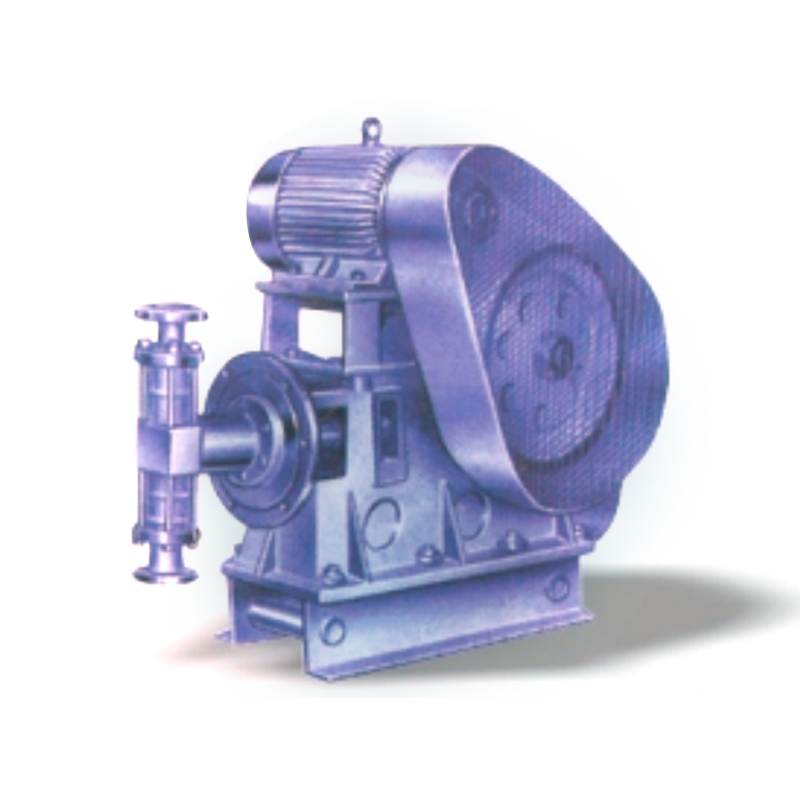 Bomba reciprocada eléctrica a alta temperatura de WBR a alta temperatura
Bomba reciprocada eléctrica a alta temperatura de WBR a alta temperatura
La serie de bombas reciprocadas eléctricas de alta temperatura de WBR está diseñada y fabricada e...
-
 Bomba de circulación de aceite caliente conductora de calor de Lqry
Bomba de circulación de aceite caliente conductora de calor de Lqry
La bomba de circulación de aceite caliente conductor de calor de LQRY se desarrolla incorporando ...
-
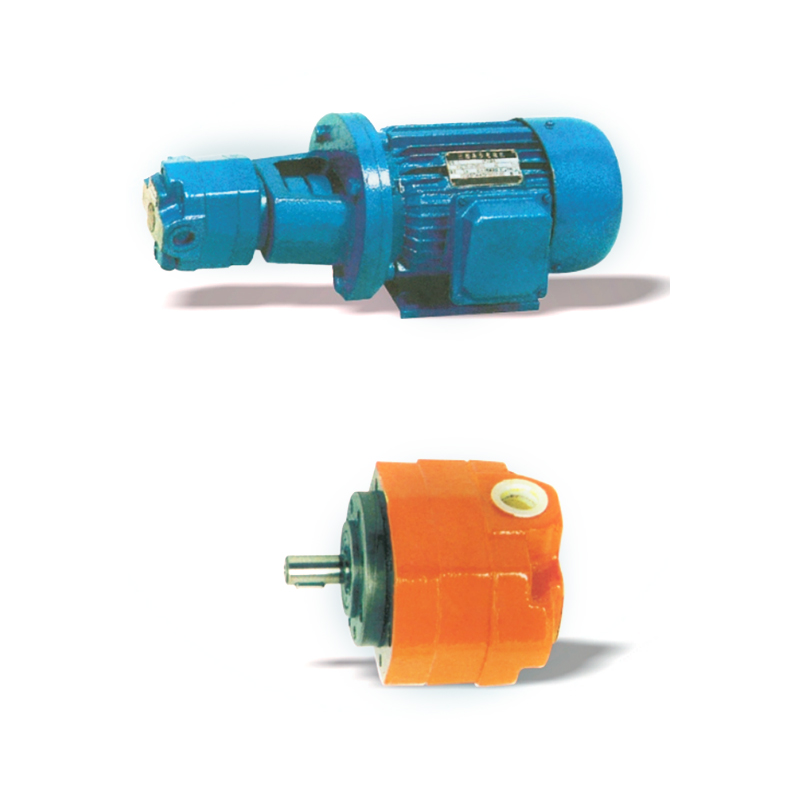 BBG Bomba de engranaje cicloide del embrague interno con accionamiento del motor
BBG Bomba de engranaje cicloide del embrague interno con accionamiento del motor
La bomba de engranaje cicloide del embrague interno BBG con la unidad del motor es una bomba de e...
-
 Bomba de transferencia de aceite de micro engranaje portátil WCB
Bomba de transferencia de aceite de micro engranaje portátil WCB
La bomba de transferencia de aceite de micro engranaje portátil WCB está diseñada para transferir...
-
 Bomba de aceite de engranajes a baja presión CB-B (S)
Bomba de aceite de engranajes a baja presión CB-B (S)
La bomba de aceite de engranajes de baja presión CB-B (S) es un dispositivo que convierte la sali...
-
 Bomba de aceite de engranaje eléctrico marino KCB
Bomba de aceite de engranaje eléctrico marino KCB
La bomba de aceite de engranaje eléctrico marino KCB es adecuada para transportar varios líquidos...
-
 Bomba de transferencia de aceite de engranaje de alta presión de 2 cy
Bomba de transferencia de aceite de engranaje de alta presión de 2 cy
La bomba de transferencia de aceite de engranaje de alta presión de 2 cy es un producto tradicion...
-
 XWJ Nueva bomba de pulpa de papel sin adornos
XWJ Nueva bomba de pulpa de papel sin adornos
La nueva bomba de pulpa de papel no abarrotante XWJ es una nueva bomba de pulpa de bajo consumo d...
-
 Piezas de repuesto del kit de reparación de bombas de múltiples etapas CDL/F
Piezas de repuesto del kit de reparación de bombas de múltiples etapas CDL/F
Nuestras piezas de repuesto de reparación de bombas de múltiples etapas CDL/F son esenciales para...
-
 Piezas de repuesto de bomba centrífuga CDL/F Multualgas
Piezas de repuesto de bomba centrífuga CDL/F Multualgas
Las piezas de repuesto para las bombas centrífugas multama etapas CDL/F incluyen sellos mecánicos...
Ventajas de Chuangken
Liderando la innovación de la tecnología de fluidos, estamos orgullosos de lanzar una nueva generación de soluciones de bomba de agua. No solo tiene excelentes capacidades de suministro de flujo de agua y logra un control de flujo preciso, sino que también logra un salto hito en la eficiencia energética y la protección del medio ambiente.
-
/ 01 Experiencia/ 02 Calidad
El departamento de inspección de calidad monitorea estrictamente cada enlace de producción y la tasa de inspección de fábrica es del 100%.
Escenario de la aplicación
Nuestros productos son su solución ideal.
-
Jardín
El riego eficiente se logra bombeando agua de las fuentes de agua para garantizar el crecimiento de las plantas.
-
Granjas
Utilizado para la circulación del agua, la oxigenación y el suministro de alimentos. La bomba de agua se usa para circular y filtrar el agua en el estanque de reproducción para mantener limpia el agua.
-
Plantas de tratamiento de aguas residuales
La industria de la bomba juega un papel clave en las plantas de tratamiento de aguas residuales, utilizadas principalmente para el levantamiento, el transporte y la circulación de aguas residuales.
-
Fuente
El agua se bombea desde un depósito o sistema de circulación y se presuriza para crear una variedad de efectos de agua fuente, como fuentes, atomización o cortinas de agua.
-
Piscina
El agua de la piscina se bombea y transporta al sistema de filtración para eliminar las impurezas y contaminantes para garantizar la calidad del agua limpia.
Zhejiang Chuangken Fluid Co., Ltd.
Ver sobre Chuangken >>
 Reproducir video completo
Reproducir video completo
Perfil de la empresa
Ver Acerca de ChuangKen >>

-
0 m²
Área de fábrica
-
0 +
Experiencia de la industria
Zhejiang Chuangken Fluid Co., Ltd. es una empresa innovativa de tecnología que combina la investigación y el desarrollo con la producción, especializada en la producción de bombas de varias etapas, bombas centrífugas, bombas de incendios, bombas de aguas residuales, conjuntos completos de equipos de suministro de agua, gabinetes de control, etc. Tiene una larga historia de producción, excelente personal técnico, equipos de producción superb y métodos de prueba perfectos.
Noticias recientes
Aprenda sobre nuestra información de exhibición de la industria y eventos recientes en nuestra empresa.
-
Una presión de agua confiable es esencial para edificios residenciales, instalaciones comerciales, plantas de fabricación, hoteles, escuelas, hospitales y muchos otros lugares. La demanda de agua cambia a lo largo del día a medida que los usuarios abren y cierran grifos, operan equipos o consumen agua durante los períodos de mayor actividad. un Sistema de suministro de agua a presión constante que ahorra energía está diseñado para responder a estas condiciones cambiantes ajustando automáticamente el funcionamiento de la bomba y manteniendo un suministro de agua estable en toda la red de distribución. En lugar de funcionar a una velocidad fija independientemente de la demanda, este tipo de sistema regula el rendimiento de la bomba según el consumo de agua en tiempo real. El resultado es un proceso de suministro de agua más fluido que soporta una presión constante en diferentes aplicaciones. Coordinación inteligente entre bombas y controladores Un sistema de suministro de agua a presión constante que ahorra energía combina varios componentes clave en una solución coordinada. Los variadores de frecuencia, sensores de presión, bombas de agua, gabinetes de control eléctrico, tuberías y módulos de comunicación trabajan juntos para monitorear y regular el desempeño del sistema. Los sensores de presión detectan continuamente cambios dentro de la red de suministro de agua. Los datos recopilados se transmiten al controlador, que ajusta la velocidad de la bomba según la demanda actual. Cuando aumenta el consumo de agua, la potencia de la bomba aumenta en consecuencia. Cuando la demanda disminuye, la velocidad de la bomba se reduce para igualar el menor requisito de flujo. Esta operación coordinada permite que el sistema responda automáticamente sin requerir ajustes manuales frecuentes. Adecuado para múltiples aplicaciones de suministro de agua La flexibilidad de un sistema de suministro de agua a presión constante que ahorra energía le permite servir a muchas industrias e instalaciones diferentes. Los edificios de apartamentos residenciales utilizan estos sistemas para proporcionar una presión de agua estable en varios pisos. Los hoteles dependen de ellos para suministrar habitaciones, cocinas, instalaciones de lavandería y áreas recreativas. Los hospitales requieren un suministro confiable de agua para equipos médicos, laboratorios y sistemas de saneamiento. Las instalaciones industriales instalan con frecuencia sistemas de presión constante para equipos de producción, procesos de enfriamiento y operaciones de limpieza. Los campus educativos, los edificios de oficinas, los centros comerciales, los recintos deportivos y los proyectos de riego agrícola también se benefician de la regulación automatizada de la presión. Esta amplia gama de aplicaciones demuestra cuán adaptable se ha vuelto la tecnología en diferentes entornos operativos. La fabricación se centra en la integración de sistemas La producción de un sistema de suministro de agua a presión constante que ahorra energía implica la integración de tecnologías mecánicas, eléctricas y electrónicas. Los cuerpos de las bombas se fabrican mediante fundición de precisión y mecanizado CNC para lograr dimensiones precisas y un ensamblaje confiable. Los gabinetes de control están cuidadosamente cableados y ensamblados para acomodar controladores, dispositivos de protección de circuitos, módulos de comunicación y componentes de administración de energía. Los variadores de frecuencia se instalan de acuerdo con la configuración del sistema, lo que permite un funcionamiento coordinado con las bombas. Los sensores de presión, válvulas y conectores de tuberías se instalan durante el montaje final antes de que todo el sistema se someta a pruebas funcionales. Los ingenieros verifican la comunicación entre los componentes, la respuesta de presión, las secuencias de control automático y la estabilidad operativa durante todo el proceso de prueba. Este enfoque de fabricación integrada ayuda a garantizar que cada subsistema funcione sin problemas como parte de la solución completa de suministro de agua. La configuración flexible admite diferentes tamaños de proyectos Cada proyecto de suministro de agua tiene requisitos únicos de flujo y presión. Por esta razón, un Sistema de suministro de agua a presión constante que ahorra energía está disponible en una variedad de configuraciones. Las instalaciones pequeñas pueden utilizar una sola bomba para edificios compactos o distribución local de agua. Las instalaciones de tamaño mediano suelen instalar sistemas de doble bomba que comparten las tareas operativas según la demanda. Los proyectos comerciales o industriales más grandes pueden emplear múltiples bombas que funcionan juntas bajo control centralizado. El software de control determina automáticamente cuántas bombas deben funcionar en un momento dado en función de las lecturas de presión y el consumo de agua. Esta configuración flexible permite que el sistema se adapte a diferentes tamaños de edificios y patrones de uso.
03 -
bombas jockey Desempeña un papel de apoyo en los sistemas de rociadores e hidrantes contra incendios al ayudar a mantener niveles de presión constantes. Estas pequeñas unidades operan junto con bombas contra incendios más grandes para abordar cambios menores de presión que ocurren en las redes de tuberías. Su presencia permite que los sistemas principales permanezcan listos sin activación frecuente durante condiciones normales. La función de las bombas jockey en el manejo de la presión Las bombas jockey funcionan compensando pequeñas caídas de presión provocadas por factores como fugas menores o variaciones de temperatura en el sistema. Cuando la presión cae por debajo de un punto de ajuste, la bomba jockey se activa para restaurar los niveles y mantener la red estable. Este mecanismo evita que la bomba contra incendios más grande se active en situaciones que no son de emergencia. El diseño de las bombas jockey generalmente implica configuraciones centrífugas de etapas múltiples que brindan caudales bajos adecuados para el mantenimiento de la presión en lugar del suministro de agua de gran volumen. Se conectan directamente a la tubería de protección contra incendios y responden a través de presostatos o controladores. De esta manera, las bombas jockey respaldan la preparación general del sistema al manejar los ajustes de rutina de manera eficiente. Integración con sistemas de bombas contra incendios En una configuración típica, las bombas jockey forman parte de un dispositivo coordinado de protección contra incendios que incluye una bomba contra incendios principal y controles asociados. La unidad jockey se activa primero en respuesta a ligeras reducciones de presión, manteniendo el sistema dentro de los rangos operativos. Si se produce una demanda significativa, como por ejemplo por la activación de un rociador, la caída de presión excede la capacidad de la bomba jockey, lo que indica que la bomba principal arranque. Esta integración ayuda a gestionar los ciclos del sistema y respalda un rendimiento confiable en diferentes tipos de edificios. Las bombas jockey están dimensionadas con caudales inferiores a los de la salida de un solo rociador para garantizar una clara diferenciación entre las fluctuaciones normales y los eventos reales que requieren una respuesta completa del sistema. Su funcionamiento contribuye al funcionamiento equilibrado de las redes de protección contra incendios en estructuras comerciales, industriales y residenciales. Características de diseño y tipos comunes Las bombas jockey suelen presentar una construcción compacta con materiales duraderos adecuados para tareas de presión continua. Muchos modelos utilizan diseños de etapas múltiples verticales u horizontales que brindan una producción constante con un uso mínimo de energía durante la operación. Los motores eléctricos suelen accionar estas bombas, lo que permite una conexión sencilla a las fuentes de alimentación del edificio. Existen variaciones para adaptarse a los diferentes requisitos del sistema, incluidas opciones para diversas clasificaciones de presión y tamaños de conexión. Algunas configuraciones incluyen controladores que monitorean el estado del sistema y administran ciclos automáticos de inicio y parada. El enfoque de ingeniería sigue siendo el soporte de presión constante y la compatibilidad con diseños de tuberías de protección contra incendios estándar. Consideraciones operativas en el diseño de sistemas Al incorporar bombas jockey en los planes de protección contra incendios, se debe prestar atención a hacer coincidir la capacidad de la bomba con el volumen general del sistema y los rangos de presión esperados. La ubicación dentro de la sala de bombas o cerca de los elevadores principales facilita la conexión y el monitoreo eficientes. La coordinación con los controladores garantiza una secuencia adecuada entre la unidad jockey y la bomba contra incendios principal. Los equipos de diseño consideran factores como la longitud de las tuberías y los posibles puntos de pérdida de presión al seleccionar los modelos apropiados. Este enfoque ayuda a crear sistemas que respondan con precisión tanto a ajustes menores como a demandas importantes. Por lo tanto, las bombas jockey forman un elemento práctico en disposiciones que priorizan el rendimiento constante y el equilibrio operativo. bombas jockey continúan sirviendo como componente estándar en muchas configuraciones de protección contra incendios debido a su contribución enfocada a la estabilidad de la presión. Su interacción con elementos más grandes del sistema respalda la gestión eficaz de las redes de suministro de agua en diversas aplicaciones. A través de una cuidadosa integración y dimensionamiento, estas bombas ayudan a mantener la funcionalidad de los sistemas de seguridad contra incendios en edificios e instalaciones donde el control confiable de la presión es importante.
26 -
Fábricas de bombas de aguas residuales producir equipos especializados diseñados para manejar el movimiento de aguas residuales y otros líquidos en diversos entornos operativos. Estas instalaciones de fabricación se centran en el montaje de bombas que respaldan la transferencia de fluidos en sistemas municipales, procesos industriales y actividades de construcción. A medida que continúa la demanda de soluciones confiables de gestión del agua, estas fábricas contribuyen al suministro de bombas adecuadas para condiciones de fluidos desafiantes. El proceso de fabricación en las fábricas de bombas para aguas residuales implica etapas coordinadas que combinan experiencia en ingeniería y producción. Las instalaciones suelen incluir áreas para fundir carcasas de bombas, mecanizar componentes e integrar motores o transmisiones de motores. La atención a la selección de materiales respalda la creación de unidades que puedan manejar sólidos y líquidos que se encuentran comúnmente en aplicaciones de aguas residuales. Las líneas de producción enfatizan técnicas de ensamblaje consistentes para alinear impulsores, volutas y sellos para la funcionalidad operativa. En los sectores industriales, las fábricas de bombas de aguas residuales proporcionan equipos para fábricas, plantas de procesamiento y sitios de producción de alimentos. Estas bombas ayudan con la transferencia de efluentes y agua de proceso, respaldando operaciones continuas. Su construcción permite su implementación en lugares donde las bombas estándar pueden enfrentar limitaciones debido a la naturaleza de los fluidos involucrados. Esta capacidad los convierte en una opción para las instalaciones que gestionan flujos diarios de residuos líquidos como parte de sus actividades rutinarias. Los proyectos de construcción también dependen de bombas de aguas residuales para la deshidratación temporal y el drenaje del sitio. Las fábricas producen unidades portátiles y estacionarias que los contratistas pueden colocar según sea necesario durante los trabajos de construcción o excavación. La construcción robusta de estas bombas respalda su uso en entornos con composiciones líquidas variables, lo que contribuye a los cronogramas del proyecto al mantener las condiciones viables del sitio. Los componentes principales fabricados en las fábricas de bombas para aguas residuales incluyen carcasas de alta resistencia, impulsores resistentes al desgaste y conjuntos de ejes. Estas piezas se someten a un mecanizado de precisión para garantizar un ajuste y equilibrio adecuados durante la operación. Las estaciones de integración de motores combinan accionamientos eléctricos o diésel con el cuerpo de la bomba para crear sistemas completos listos para su instalación. Los pasos de verificación de calidad en varios puntos de producción ayudan a confirmar que las dimensiones y tolerancias se alinean con las especificaciones de diseño. Las variaciones en los diseños de bombas permiten que las fábricas de bombas para aguas residuales aborden una variedad de escenarios de instalación. Los modelos sumergibles ofrecen opciones para colocación directa en fosos de recolección, mientras que las configuraciones montadas en seco se adaptan a configuraciones sobre el suelo. Esta diversidad permite la personalización en términos de tamaño y capacidad para adaptarse a los requisitos específicos del sitio sin modificaciones importantes durante la implementación. En entornos agrícolas, las bombas de aguas residuales encuentran aplicación en el manejo de líquidos provenientes de operaciones ganaderas y actividades de procesamiento. Las fábricas suministran unidades que apoyan el movimiento de estos materiales entre las áreas de almacenamiento y aplicación. La ingeniería del equipo ayuda a facilitar la transferencia eficiente en lugares donde el flujo por gravedad por sí solo puede no ser suficiente. Los operadores de diferentes sectores valoran las bombas de aguas residuales por su capacidad para gestionar tareas exigentes de transferencia de fluidos. Las fábricas continúan perfeccionando los enfoques de fabricación para adaptarse a las especificaciones cambiantes de los equipos y al mismo tiempo preservar los principios básicos de diseño. Este enfoque respalda la disponibilidad de bombas que abordan los requisitos prácticos en el movimiento de aguas residuales. Las fábricas de bombas de aguas residuales forman parte del panorama industrial más amplio que equipa a los sectores con herramientas para la gestión de fluidos. Su producción respalda actividades en servicios municipales, manufactura, construcción y agricultura al proporcionar bombas diseñadas para desafíos operativos específicos. A través de métodos de producción estructurados, estas instalaciones ayudan a garantizar que el equipo adecuado llegue a lugares donde el rendimiento confiable es importante en las rutinas diarias. la presencia de fábricas de bombas de aguas residuales subraya la importancia de la fabricación especializada para sostener la infraestructura y las actividades industriales. Su papel en la producción de bombas contribuye a la funcionalidad de los sistemas que manejan flujos de líquidos en múltiples contextos, respaldando operaciones consistentes sin llamar la atención sobre el equipo en sí una vez instalado.
19 -
El papel de las fábricas de bombas con motor diésel en el suministro industrial Fábricas de bombas con motor diésel. operar como centros de fabricación especializados que producen unidades diseñadas para operación prolongada en lugares sin fácil acceso a la electricidad. Estas instalaciones coordinan la integración de los componentes del motor con carcasas de bombas, impulsores y piezas relacionadas para crear sistemas completos. Las líneas de producción enfatizan la precisión en el ensamblaje para respaldar la funcionalidad en aplicaciones de campo. Los trabajadores de estas fábricas realizan tareas que van desde el abastecimiento de componentes hasta las fases finales de prueba. El diseño de estas operaciones a menudo incluye áreas para la fabricación de motores, producción de carcasas de bombas y controles de calidad. Este enfoque estructurado ayuda a garantizar que las bombas con motor diésel resultantes cumplan con los estándares generales de la industria para su funcionamiento en diversos entornos. La demanda de estos productos se mantiene estable debido a su utilidad en sitios de trabajo remotos o temporales. Componentes principales fabricados y ensamblados Dentro de las fábricas de bombas con motores diésel, la atención se centra en varias piezas esenciales que determinan la eficacia general del sistema. Los motores diésel forman la fuente de energía, diseñados para lograr eficiencia de combustible y un par adecuado para tareas de bombeo continuo. Los elementos de la bomba, incluidas las volutas y los rotores, están diseñados para manejar diferentes caudales y presiones según el uso previsto. Las fábricas incorporan procesos de trabajo de metales para dar forma a carcasas duraderas que protegen los mecanismos internos. Las estaciones de montaje reúnen estos elementos junto con paneles de control y marcos de montaje. La atención a la alineación durante la construcción favorece una transferencia fluida de potencia desde el motor a la bomba. Las variaciones en el diseño permiten modelos adecuados para limpiar agua, lodos u otros tipos de fluidos que se encuentran comúnmente en entornos operativos. Aplicaciones en sectores clave Las bombas con motor diésel se utilizan en la agricultura para actividades de riego y drenaje. Los agricultores dependen de ellos para transportar agua de pozos, ríos o embalses a los campos, apoyando el crecimiento de los cultivos durante los períodos secos. La movilidad de estas unidades permite su despliegue donde sea necesario sin infraestructura fija. En los proyectos de construcción, las fábricas de bombas con motor diésel suministran equipos para achicar las excavaciones y gestionar el escurrimiento del sitio. Estas bombas ayudan a mantener condiciones viables al eliminar el exceso de agua de manera eficiente. Los servicios municipales también los incorporan para respuesta de emergencia y suministro temporal de agua durante obras de infraestructura o mejoras del sistema. La naturaleza autónoma de las unidades diésel las hace prácticas para lugares con conexiones de servicios públicos limitadas. Procesos de fabricación en instalaciones modernas La producción en las fábricas de bombas con motor diésel consta de varias etapas coordinadas. La preparación del material incluye cortar y formar acero y otras aleaciones en las formas requeridas para bloques de motor y cuerpos de bombas. Las operaciones de mecanizado crean tolerancias precisas necesarias para que las piezas móviles funcionen con una fricción mínima. Las estaciones de soldadura y ajuste unen los componentes de forma segura, seguidos de procesos de pintura o recubrimiento que añaden protección contra la corrosión. Las áreas de prueba de motores verifican la potencia y el consumo de combustible bajo cargas simuladas. Las verificaciones de rendimiento de la bomba miden las características de flujo y altura para confirmar los parámetros operativos. Estos pasos apoyan colectivamente la creación de unidades listas para su despliegue en escenarios del mundo real. Contribución a la eficiencia operativa en el campo Las bombas con motor diésel producidas en fábricas dedicadas brindan soluciones para las necesidades de manejo de fluidos en diversos lugares. Su diseño admite la portabilidad, lo que permite el transporte a los lugares de trabajo en camiones o remolques. Los operadores valoran los sencillos procedimientos de arranque y la capacidad de funcionar durante períodos prolongados con los suministros de combustible disponibles. Fábricas de bombas con motor diésel. desempeñar un papel en el sostenimiento de las actividades que dependen de una gestión eficaz del agua y los fluidos. A través de esfuerzos de fabricación enfocados, ayudan a proporcionar equipos que respalden las operaciones diarias en múltiples industrias. Sus resultados contribuyen a la disponibilidad de herramientas que abordan desafíos prácticos en el movimiento del agua y el manejo de recursos.
12 -
¡Qué Sistema de suministro de agua a presión constante hace La función principal es sencilla: mantener una presión de agua constante en toda la red de plomería de un edificio bajo diferentes condiciones de demanda. En una configuración convencional, la presión fluctúa a medida que cambia la demanda. Abrir más grifos, hacer funcionar el lavavajillas, descargar un inodoro: cada acción se alimenta del mismo suministro y hace que la presión baje en otras partes del sistema. Un sistema de presión constante utiliza un variador de frecuencia, comúnmente llamado VFD, para ajustar continuamente la velocidad del motor de la bomba en tiempo real. Cuando la demanda aumenta, la bomba se acelera. Cuando la demanda cae, se desacelera. Un sensor de presión monitorea el sistema y envía datos al controlador, que realiza ajustes lo suficientemente rápido como para que las variaciones de presión en las salidas individuales se mantengan dentro de un rango estrecho y apenas perceptible. El resultado es un suministro que se siente estable ya sea que una persona o diez usen agua. Dónde se utilizan comúnmente estos sistemas Los sistemas de presión constante aparecen en una amplia gama de aplicaciones. En entornos residenciales, son particularmente comunes en hogares abastecidos por pozos privados, donde el tanque de presión y la disposición simple del interruptor de presión de las instalaciones más antiguas luchan por mantenerse al día con la demanda de los hogares modernos. Reemplazar esa configuración con un sistema de presión constante cambia notablemente la experiencia del uso diario del agua. En los edificios de apartamentos de varios pisos, mantener una presión adecuada en los pisos superiores y al mismo tiempo evitar una presión excesiva en los inferiores es un desafío persistente. Los sistemas de presión constante manejan esto de manera más confiable que las bombas de velocidad fija, que sobrepresurizan los pisos inferiores o dejan los pisos superiores desatendidos. Las aplicaciones comerciales y de industria ligera (hoteles, lavaderos de autos, instalaciones de procesamiento de alimentos, redes de riego) también dependen de estos sistemas cuando el flujo constante es importante desde el punto de vista operativo. Un lavado de autos que pierde presión a mitad del ciclo o una zona de riego que ofrece una cobertura desigual crea problemas reales. La presión constante previene esos escenarios. Componentes clave y cómo funcionan juntos Un sistema de suministro de agua a presión constante normalmente consta de una bomba, un controlador VFD, un transductor de presión, un pequeño tanque de presión y las tuberías y conexiones eléctricas asociadas. Cada parte juega un papel específico. La bomba mueve el agua. El VFD ajusta la velocidad de funcionamiento de la bomba según las instrucciones del controlador. El transductor de presión mide continuamente la presión real del sistema y la informa. El controlador compara la presión medida con el punto de ajuste objetivo y le indica al VFD que acelere o desacelere en consecuencia. El pequeño tanque de presión, mucho más pequeño que los tanques grandes utilizados en los sistemas tradicionales, absorbe picos de presión menores y protege la bomba de ciclos cortos. La coordinación entre estos componentes ocurre en milisegundos, razón por la cual la respuesta a la presión se siente perfecta desde la perspectiva del usuario. Ventajas prácticas que vale la pena conocer Más allá de la comodidad obvia de una presión de agua estable, los sistemas de presión constante conllevan algunos otros beneficios prácticos. Debido a que la bomba solo funciona tan rápido como lo requiere la demanda actual, el consumo de energía disminuye en comparación con las bombas de velocidad fija que funcionan a plena capacidad independientemente de la carga. Tras un año de funcionamiento, esa diferencia se suma. Los arranques y paradas más suaves de la bomba, habilitados por el VFD, también reducen el desgaste mecánico de la bomba y la tensión en las tuberías. Las configuraciones de bombas tradicionales que arrancan con fuerza y se apagan abruptamente crean aumentos repentinos de presión que actúan contra los accesorios, las juntas y los sellos con el tiempo. Un sistema de velocidad variable lo evita. La instalación y configuración también se han vuelto más accesibles a medida que la tecnología ha madurado. Los controladores vienen preconfigurados para aplicaciones comunes y muchos sistemas se pueden poner en marcha con ajustes sencillos al punto de ajuste de presión objetivo. Para edificios donde la demanda de agua varía a lo largo del día y una presión constante realmente importa, un sistema de suministro de agua a presión constante es una opción práctica y considerada.
05 -
Bombas multietapa Se utilizan allí donde un solo impulsor no es suficiente para alcanzar la presión requerida. Los sistemas de suministro de agua para edificios de gran altura, circuitos de alimentación de calderas en la generación de energía, prepresurización por ósmosis inversa, operaciones de deshidratación de minas, esquemas de riego que cubren grandes cambios de elevación: todas estas aplicaciones comparten el mismo requisito básico. Necesitan presión, más de la que una bomba de una sola etapa puede producir de manera confiable, suministrada de manera consistente en diferentes condiciones de flujo. Existe una fábrica de bombas multietapa para fabricar el equipo que llena ese vacío, y la calidad de lo que produce importa mucho más que el precio impreso en la cotización. El alcance de la fabricación es lo primero que vale la pena comprender al evaluar una fábrica. Algunas fábricas mecanizan sus propios impulsores y tazas de difusor, funden o fabrican sus propias carcasas de bombas y enrollan sus propios estatores de motor internamente. Otros obtienen la mayoría de esos componentes externamente y operan principalmente como instalaciones de ensamblaje. Ambos modelos existen en toda la industria y ninguno es automáticamente una señal de alerta, pero conllevan diferentes perfiles de riesgo. Una fábrica con auténtica capacidad de mecanizado interna puede controlar las tolerancias directamente y responder a los problemas de calidad en origen. Una operación centrada en el ensamblaje depende de la coherencia de la cadena de suministro de sus componentes, lo que añade una capa de variabilidad que no siempre es visible desde el exterior. La infraestructura de pruebas hidráulicas es uno de los indicadores más reveladores de la capacidad de una fábrica. Una bomba multietapa que se ve bien sobre el papel debe probarse bajo carga antes de enviarse. Las fábricas con bancos de pruebas a gran escala, capaces de hacer funcionar bombas a lo largo de su curva operativa a presión y flujo nominales, pueden verificar el rendimiento antes de que una unidad abandone el edificio. Aquellos que no tienen esa infraestructura están pidiendo al comprador que confíe en las especificaciones publicadas. La amplitud de la gama de productos es otra variable. Algunas fábricas se concentran en una franja estrecha del mercado de bombas multietapa: unidades compactas verticales multietapa para servicios de construcción, por ejemplo, o bombas horizontales multietapa para tareas de procesos industriales. Otros cubren un espectro más amplio, desde unidades de acero inoxidable de pequeño diámetro utilizadas en aplicaciones de alimentos y bebidas hasta grandes configuraciones de hierro fundido o bronce para servicios industriales y mineros pesados. La gama de productos de una fábrica suele reflejar dónde se ha centrado su inversión en ingeniería, lo que a su vez sugiere dónde es más profunda su experiencia práctica. La capacidad de personalización separa otra capa de fábricas entre sí. Las configuraciones de catálogo estándar manejan la mayoría de las aplicaciones comunes. Pero los proyectos de infraestructura, los esquemas de ingeniería de procesos y las integraciones OEM requieren regularmente algo fuera del catálogo: una combinación de materiales específica, un tamaño de bastidor de motor inusual, un ajuste del impulsor modificado para alcanzar un punto de trabajo preciso o integración con un sistema de control empaquetado. Las fábricas equipadas para manejar esos requisitos (con capacidad de modelado hidráulico, soporte de ingeniería de aplicaciones y la voluntad de realizar pruebas de aceptación en fábrica en unidades no estándar) ocupan una posición diferente en la cadena de suministro de aquellas que tratan cada desviación del producto estándar como una complicación que debe evitarse. el bomba multietapa El mercado tiene suficientes proveedores para que los compradores tengan opciones genuinas. El desafío es que los catálogos de productos y las listas de precios no siempre resaltan las diferencias que importan. La profundidad de fabricación, la infraestructura de pruebas, la cobertura de certificación y la capacidad de soporte de ingeniería tienden a ser los factores que separan a un proveedor confiable a largo plazo de uno que se desempeña adecuadamente en el primer pedido y crea problemas en el tercero.
29
![]()
Derechos de autor © Zhejiang Chuangken Fluid Co., Ltd. Todos los derechos reservados.
